На Летней Lean-школе студенты узнают, как организовать производство без потерь
Уже четвертое лето подряд в Томском политехническом университете (ТПУ) будет отмечено флагом “бережливого производства”.
Кафедра инженерного предпринимательства ИСГТ ТПУ и МИП при ТПУ “Институт производственных систем” приглашают студентов, аспирантов и молодых специалистов пройти обучение в Летней школе бережливого производства. Мероприятие пройдет с 1 по 9 июля 2016 года.
Теоретических занятия пройдут в Бизнес-инкубаторе ТПУ, практическая работа ждет курсантов на производственных площадках предприятий города — они на практике освоят инструменты популярной управленческой концепции. Под руководством экспертов и представителей предприятий они проведут диагностику производственных процессов, оценят эффективность организации рабочих мест, и оформят проекты по улучшениям.
До середины июня организаторы утверждают список предприятий — пилотных площадок школы. В прошлые годы студенты искали потери и узкие места на таких предприятиях как Лама, Сибирская аграрная группа, Микран, Физтех-Энерго, Томский электротехнический завод, КЛДЦ СибГМУ, Медсанчасть №2, Стройпарк, Томское пиво, НИИПП, DI Group.
Работа на предприятиях может быть зачтена студентам в качестве летней практики.
Многие участники после прохождения курса получают предложения о работе на предприятиях.
Справка
Бережливое производство (Lean manufacturing, Lean) – управленческая концепция, основанная на идеях главенства ценности для потребителя, и нацеленная на неуклонное сокращение производственного цикла путем устранения потерь. Возникла как интерпретация идей производственной системы компании Toyota американскими исследователями её феномена.
Специалисты с компетенциями в области бережливого производства — сегодня одни из самых востребованных. Практикуя бережливое производство, у вас есть возможность значительно повысить свою привлекательность на рынке труда и организовать ваш бизнес максимально эффективно.
В рамках Летней школы участники смогут по-новому взглянуть на управление производством, на практике освоить современные инструменты развития производственных систем предприятий, принять участие в реальных проектах по повышению эффективности.
Главная цель Летней школы – выработать у участников практические навыки применения инструментов бережливого производства, научить видеть и устранять потери непосредственно в гембе — там где создается продукт или оказывается услуга. Основная методика работы с аудиторией – обучение через практику и действие.
Несколько ретроспективных ссылок — о Лин Школе прошлых лет.
http://news.tpu.ru/news/2015/06/06/23389-studenty_pomogut_tomskim_predpriyatiyam.html
http://news.tpu.ru/news/2014/07/07/21855-v_tpu_startovala_letnyaya_shkola_po_ber.html
http://news.tpu.ru/news/2014/07/07/21911-tpu_provel_vtoruyu_letnyuyu_shkolu_bere.html
Как организовать производство гофрированного картона?
Как организовать производство гофрированного картона?
Производство гофрированного картона является прибыльным бизнесом в том случае, если организовать его верно. Для этого необходимо определиться с поставщиками, грамотно спланировать необходимый объем производства и виды изделий, а также выбрать клиентов, которые станут потребителями продукции вашего предприятия. Сегодня большая часть всех потребительских товаров упаковывается в тару из гофрокартона. В число такой продукции входит мебель, бытовая техника, продукты питания, в том числе алкоголь. Тара из данного материала является одноразовой, в связи с чем рынок потребительских товаров ежедневно нуждается в новой упаковке.
Сегодня большая часть всех потребительских товаров упаковывается в тару из гофрокартона. В число такой продукции входит мебель, бытовая техника, продукты питания, в том числе алкоголь. Тара из данного материала является одноразовой, в связи с чем рынок потребительских товаров ежедневно нуждается в новой упаковке.
Как видно, производство гофрокартона может принести владельцу значительную прибыль. Однако, организовывая данный бизнес, необходимо учитывать некоторые моменты. Прежде всего, необходимо определиться, какой ассортимент и какие объемы продукции требуются рынку. Планируя создание гофропроизводства, старайтесь учитывать будущий рост масштабов вашего дела. Для этого следует выбирать производственную площадь достаточного размера, которая в будущем позволит вам расширить производство.
Большое значение имеет само производственное оснащение, благодаря которому происходит непосредственный процесс изготовления гофрокартона. Сегодня рынок технических агрегатов предлагает множество линий по производству данного изделия.
Объемы производства гофрокартона исчисляются в м?. Для правильных расчетов следует учитывать множество факторов: запросы рынка, выраженные в конкретных цифрах, стоимость сырья, необходимого для производства картонных изделий, вид и основные параметры применяемого оборудования и другие моменты.
Организуя данный бизнес, задайте интересующие вас вопросы специалистам в этом деле. Например, многие компании, поставляющие оснащение для изготовления картона, оказывают консультационные услуги, связанные с выбором рабочих агрегатов, а также с самой организаций производственного процесса.
Тюменцы помогут начинающим бизнесменам организовать производство
В этом году группа тюменских экспертов будет работать вне родного региона — их проект по аудиту, разработке плана мероприятий, сопровождению и защите результатов бережливого производства получил одобрение Минэкономразвития России. Через центры инжиниринга и при господдержке консультанты из Западной Сибири подскажут начинающим бизнесменам из 40 субъектов РФ, как пересмотреть свое отношение к делу и исправить ошибки, которые тормозят развитие.
В целевую аудиторию попали предприятия из Хакасии, Северной Осетии, Краснодара, Москвы, Екатеринбурга с недолгой историей, работающие в сферах машиностроения, металло- и деревообработки, в легкой и пищевой промышленности, производстве строительных материалов, у которых срок выпуска продукции не превышает пяти дней. Ориентация на МСП — принципиальный момент.
Крупные компании участвуют в федеральных программах, а вот «малыши» в них попасть не могут
— Крупные компании и так участвуют в национальном проекте «Производительность труда», а вот «малыши» в федеральные программы попасть не могут из-за небольшого дохода. Как и пригласить хорошего специалиста по апгрейду производственных потоков — им попросту не хватит на это средств, — подчеркивает автор проекта Евгений Худышкин. — Тем более мы ориентируемся на короткие сроки, когда реально выйти, например, с 77 миллионов на миллиард, но нереально с одного миллиарда на два, чего бы хотелось серьезным игрокам.
Как и пригласить хорошего специалиста по апгрейду производственных потоков — им попросту не хватит на это средств, — подчеркивает автор проекта Евгений Худышкин. — Тем более мы ориентируемся на короткие сроки, когда реально выйти, например, с 77 миллионов на миллиард, но нереально с одного миллиарда на два, чего бы хотелось серьезным игрокам.
К слову, прежде чем помогать другим регионам, тюменцы протестировали инструментарий на малой родине. В первую очередь изучили виды потерь (от ожидания до лишней транспортировки, от брака до капитальной переделки), выявили резервы производительности и неиспользованный потенциал сотрудников. Так, за два месяца на местном заводе по производству мешков для сыпучих смесей из тканого пластика простой оборудования удалось сократить на 21 процент, а время его переналадки — на 71, производительность труда общими усилиями повысилась на 49 процентов. У предприятия по капитальному ремонту транспорта другой результат: за 10 дней в цехе провели перепланировку, что помогло сократить расстояние перемещения деталей на 31 процент и время ремонта каждого двигателя — на полчаса. Еще один небольшой заводик — по производству керамзитобетонных блоков — после двух рабочих недель увеличил коэффициент эффективной загрузки оборудования на 22 процента, а производительность — на 30.
Еще один небольшой заводик — по производству керамзитобетонных блоков — после двух рабочих недель увеличил коэффициент эффективной загрузки оборудования на 22 процента, а производительность — на 30.
Заработают ли эти инструменты столь же эффективно, когда «пойдут в тираж»? Некоторую настороженность относительно господдержки нового проекта выразила руководитель молодежного бизнес-инкубатора Ольга Простнева.
— Будут ли увлечены предприниматели, когда в дело вмешается федеральная сторона? И работают ли в таком случае экономические механизмы? Но, возможно, по-другому микропредприятиям стартовать не удастся, — рассуждает она.
У инициаторов на сей счет свое мнение: если государство предлагает помощь — грех ею не воспользоваться. Да, финансирование небольшое, но новички всему рады.
— Как правило, на этапе становления любую компанию волнуют только деньги, а не рассказы про мотивацию, адаптацию, подбор персонала. Культурой производства руководство займется только тогда, когда основные болячки будут вылечены, — считает Худышкин.
Как организовать производство в Китае | KARGO
Организация собственного производства в Китае: нюансы, сложности и поэтапный чек-лист
Иметь свое производство в Поднебесной выгодно, в том числе и в условиях, которые сложились сегодня в мире бизнеса – высокая конкуренция в товарке, постоянный демпинг. Ежедневно из КНР отгружаются и отправляются на оптовые склады тонны одинаковых грузов. Именно поэтому на рынке много товара в одинаковой упаковке, но разного по качеству. Многие предприниматели понимают перспективы бизнеса подобного формата. Однако не все знают, как организовать производство в Китае и с чем придется столкнуться. Рассмотрим основные нюансы и сложности, а также дадим поэтапный чек-лист в помощь предпринимателям.
Причины наладить производство в КНР
Сегодня китайцы являются мировыми лидерами по уровню промышленного развития. Учитывая его уровень, смело можно предположить, что данная тенденция сохранится в ближайшие годы. Не зря крупнейшие мировые корпорации еще раньше перенесли собственные производства в Поднебесную. Причин такого положения дел несколько:
Не зря крупнейшие мировые корпорации еще раньше перенесли собственные производства в Поднебесную. Причин такого положения дел несколько:
- низкая стоимость и высокая продуктивность. Для производства в КНР характерными особенностями являются дешевый наемный труд и хорошо развитая инфраструктура. Эти условия являются важными для изготовления разных типов товаров в масштабных объемах. Высокая производительность предприятий тоже положительно влияет на налаживание бизнеса в Китае, поскольку, какой бы объем продукции ни был заказан, его сделают в срок;
- огромный ассортимент. В КНР найдется все, что нужно, и даже такие товары, о которых вы еще и не слышали. За счет этого можно налаживать бизнес, ориентированный как на популярные, так и на эксклюзивные продукты;
- высокие показатели рентабельности. Времена, когда КНР брал мир бизнеса только низкой ценой, прошли. Однако даже если маржа составит 100–200%, окончательная стоимость товаров все равно окажется выгодной потребителям;
- уникальность и эксклюзивность бренда.


Преимущества и причины для того, чтобы наладить производство в КНР, очевидны. Но в то же время своя линия по изготовлению чего-либо – это в разы серьезнее и рискованнее, нежели сорсинг. Именно поэтому, собираясь организовать производство в Китае, нужно изучить все «за» и «против», разобраться в алгоритме действий.
Виды производств в КНР
Сегодня в бизнесе существует два варианта для налаживания изготовления продукции в Поднебесной – OEM и ODM.
Первый тип – это когда нужно заказывать товар у другого производителя, который изготовит его в определенном количестве. Если есть желание, то можно даже забрендировать изделия, украсить своим логотипом, сделать фирменную упаковку и пр.
При ODM продукция производится для заказчика. В таком формате идея – от клиента, а пути реализации – китайское производство.
Планируя наладить бизнес в КНР, следует сразу определиться с приоритетами: непосредственное изготовление, использование Китая как производственной площадки или заказ готового товара для импорта.
Оба варианта характеризуются определенными плюсами и минусами. К примеру, для формата OEM свойственными являются высокая скорость производства целой партии продукции и широкий ассортимент разных товаров, которые можно забрендировать. Но нужно учесть, что если нанести собственный логотип на какой-то популярный среди потребителей продукт, то, конечно, он не станет уникальным. В таком случае, чтобы привлечь ЦА, нужно будет улучшить качество товара.
ODM, в отличие от OEM, обеспечивает уникальными товарами благодаря изменению их технических параметров. Развернутые функции, уникальный дизайн – все это способствует конкурентоспособности. Однако себестоимость такой продукции тоже выше, есть вероятность, что сроки затянутся.
Чек-лист по организации своего производства в КНР
Выбрав формат, можно приступать к изучению самого алгоритма запуска бизнеса в Китае.
Этап 1: определяемся с товаром
В первую очередь, нужно решить, что именно производить. Сразу отметим, что с первого раза далеко не все подбирают «оптимальный» товар. Чтобы облегчить выбор, предлагаем методики для обозначения сфер интереса:
- внимательно наблюдайте за всем, что происходит вокруг, записывайте любые идеи, даже если это мелочь;
- составьте перечень потенциальных товаров, которые в какой-то мере соответствуют критериям: диапазону цен, возможности продавать смежные продукты и пр.;
- проконсультируйтесь с поставщиком. Данный совет актуален при условии, что это надежный человек и ему можно доверять;
- понаблюдайте за успешным бизнесом, изучите ассортимент, самые востребованные продукты. Можно также попробовать присоединиться к группе ревьюверов в соцсетях (YouTube, FB). Здесь точно будут идеи для бизнеса.
 Здесь точно будут идеи для бизнеса.
Здесь точно будут идеи для бизнеса.Определились уже? Теперь нужно разобраться с конкуренцией в нише. Чтобы это понять, нужно ввести в поисковик название продукта, дополнив его словом «купить». Результат – сотни сайтов? Значит, это ниша с высокой конкуренцией, поэтому начинать свой бизнес на таких товарах сложно и рискованно. И наоборот, когда результатов по поиску немного или их нет вообще, можно заниматься реализацией идеи.
Этап 2: подыскиваем производителя
В Поднебесной тысячи фабрик, но еще больше перекупщиков и мошенников или посредников. Важно найти серьезных партнеров, а для этого потребуется пристальная внимательность и детальный анализ. Путей поиска производителя несколько:
- Через интернет – на таких площадках, как Alibaba, Taobao. Этот способ простой, но не очень надежный. Зачастую можно попасть не на представителя фабрики, а на посредника. Отличить его от производителя почти нереально, поэтому лучше не оформлять заказ сразу.
- Искать в Поднебесной. Для этого придется посетить выставки, поехать в отраслевые провинции и пр. Данный способ надежнее, быстро можно найти множеств производителей, ознакомиться с образцами, узнать цены. Но подобный сценарий более дорогой. Потребуется потратиться на перелет, проживание, переводчика и пр.
- Доверить миссию опытной компании-посреднику.
 Для этого придется посетить выставки, поехать в отраслевые провинции и пр. Данный способ надежнее, быстро можно найти множеств производителей, ознакомиться с образцами, узнать цены. Но подобный сценарий более дорогой. Потребуется потратиться на перелет, проживание, переводчика и пр.
Для этого придется посетить выставки, поехать в отраслевые провинции и пр. Данный способ надежнее, быстро можно найти множеств производителей, ознакомиться с образцами, узнать цены. Но подобный сценарий более дорогой. Потребуется потратиться на перелет, проживание, переводчика и пр.Сразу отметим, что сотрудничество со студентами – не лучший вариант. Более надежным будет посредник, имеющий многолетний опыт.
Этап 3: ведение переговоров и ТЗ
Выбор производителя – это только половина дела. Дальше предстоят переговоры, заполнение брифа на изготовление продукта.
Для этого важно говорить на языке производителя. Знание английского, увы, не всегда выручает. Только крупные компании в КНР могут позволить нанять в штат сотрудников, свободно владеющих этим языком. В большинстве случаев переговоры будут идти на китайском, а значит, нужно найти переводчика.
Стоит отметить, что для жителей Поднебесной характерно упускать подробности, которые могут быть важны для нас. Например, они не всегда придают значение цвету, количеству или размеру шрифта и пр. Такие мелкие, но важные нюансы потребуется несколько раз обсудить и утвердить.
Например, они не всегда придают значение цвету, количеству или размеру шрифта и пр. Такие мелкие, но важные нюансы потребуется несколько раз обсудить и утвердить.
Очень важно предоставить подробный бриф. От того, насколько детально будет расписана информация (и достигнуто взаимопонимание), зависит успешность производства в КНР.
Этап 4: образец и тестовая партия
После переговоров и заполнения брифа нужно внести предоплату. Кроме того, сразу потребуется предоставить макет логотипа, упаковки, инструкции на нужных языках. Если предвидится создание графических материалов, то более выгодным и надежным вариантом будет работа с отечественными специалистами. Зная о манере китайцев упускать важные детали, разработку креатива им доверять не стоит.
В том случае, когда выбран формат ODM, потребуется указать производителю все нужные модернизации вплоть до мелочей (оттенок, размещение кнопок, изменения функций и пр.). После того как все тонкости утверждены, фабрика выпустит образцы для ознакомления.
Важно: не стоит сразу переводить всю сумму за сотрудничество. Лучше настоять на поэтапной оплате и предоставлении образцов, после проверки которых можно точно решить, стоит ли продолжать сотрудничество.
Этап 5: заключаем договор
Если все образцы соответствуют требованиям, можно приступать к подписанию официальных бумаг, вносить предоплату. При составлении договора нужно в приложениях к нему добавить свое ТЗ с подробностями относительно продукции.
Важно: не помешает юридический аудит документа. Эта мера позволит защитить интересы на случай непредвиденных ситуаций.
Этап 6: инспекция продукции
Чтобы не получить неликвидные изделия, нельзя игнорировать этап аудита качества и количества товаров. Детальная проверка поможет избежать проблем с бракованными изделиями, недостачей.
Изготовители вполне могут пообещать сделать обмен или возврат, но доставка обратно в КНР будет невыгодной. Поэтому проверять товар лучше до того, как он будет отправлен из Поднебесной. Помочь в проведении аудита может специализированная компания-посредник.
Помочь в проведении аудита может специализированная компания-посредник.
Этап 7: доставка
Транспортировать товар из КНР можно по морю, воздуху, железной дорогой, автомобилями, выбрать мультимодальный вариант. Каждый из способов обладает преимуществами – выбор зависит от пункта назначения продукции.
Если же опыта в подобных делах нет, то лучше выбрать транспортную фирму, которая оказывает комплекс услуг по доставке, растаможке, готовит все документы.
Подводим итоги
Из вышеописанного становится понятно, что даже без опыта получится организовать собственное производство в Поднебесной. Однако в первую очередь все-таки нужно найти компанию-посредника, которая поможет с решением различных специфических моментов, оформлением документов, защитит интересы, если произойдет какой-то сбой.
Собственное производство в Поднебесной – это простой способ для раскрутки бизнеса при минимуме расходов. Тонкостей, конечно, в этой задаче много, но риски однозначно себя оправдывают: если есть идея попробовать организовать свое производство в КНР, то нужно ее воплотить. Как это сделать и что учитывать – рассказали в статье.
Как это сделать и что учитывать – рассказали в статье.
Что значит организовать производство?.. (РОСТА №572)
Мы ответили на самые популярные вопросы — проверьте, может быть, ответили и на ваш?
- Подписался на пуш-уведомления, но предложение появляется каждый день
- Хочу первым узнавать о новых материалах и проектах портала «Культура.РФ»
- Мы — учреждение культуры и хотим провести трансляцию на портале «Культура.РФ». Куда нам обратиться?
- Нашего музея (учреждения) нет на портале. Как его добавить?
- Как предложить событие в «Афишу» портала?
- Нашел ошибку в публикации на портале. Как рассказать редакции?
Подписался на пуш-уведомления, но предложение появляется каждый день
Мы используем на портале файлы cookie, чтобы помнить о ваших посещениях. Если файлы cookie удалены, предложение о подписке всплывает повторно. Откройте настройки браузера и убедитесь, что в пункте «Удаление файлов cookie» нет отметки «Удалять при каждом выходе из браузера».
Хочу первым узнавать о новых материалах и проектах портала «Культура.РФ»
Подпишитесь на нашу рассылку и каждую неделю получайте обзор самых интересных материалов, специальные проекты портала, культурную афишу на выходные, ответы на вопросы о культуре и искусстве и многое другое. Пуш-уведомления оперативно оповестят о новых публикациях на портале, чтобы вы могли прочитать их первыми.
Мы — учреждение культуры и хотим провести трансляцию на портале «Культура.РФ». Куда нам обратиться?
Если вы планируете провести прямую трансляцию экскурсии, лекции или мастер-класса, заполните заявку по нашим рекомендациям. Мы включим ваше мероприятие в афишу раздела «Культурный стриминг», оповестим подписчиков и аудиторию в социальных сетях. Для того чтобы организовать качественную трансляцию, ознакомьтесь с нашими методическими рекомендациями. Подробнее о проекте «Культурный стриминг» можно прочитать в специальном разделе.
Электронная почта проекта: [email protected]. ru
ru
Нашего музея (учреждения) нет на портале. Как его добавить?
Вы можете добавить учреждение на портал с помощью системы «Единое информационное пространство в сфере культуры»: all.culture.ru. Присоединяйтесь к ней и добавляйте ваши места и мероприятия в соответствии с рекомендациями по оформлению. После проверки модератором информация об учреждении появится на портале «Культура.РФ».
Как предложить событие в «Афишу» портала?
В разделе «Афиша» новые события автоматически выгружаются из системы «Единое информационное пространство в сфере культуры»: all.culture.ru. Присоединяйтесь к ней и добавляйте ваши мероприятия в соответствии с рекомендациями по оформлению. После подтверждения модераторами анонс события появится в разделе «Афиша» на портале «Культура.РФ».
Нашел ошибку в публикации на портале. Как рассказать редакции?
Если вы нашли ошибку в публикации, выделите ее и воспользуйтесь комбинацией клавиш Ctrl+Enter. Также сообщить о неточности можно с помощью формы обратной связи в нижней части каждой страницы. Мы разберемся в ситуации, все исправим и ответим вам письмом.
Мы разберемся в ситуации, все исправим и ответим вам письмом.
Если вопросы остались — напишите нам.
Евросоюз намерен организовать производство редкоземельных материалов независимо от Китая
ЕС призывает европейские страны развивать собственную индустрию добычи и переработки редкоземельных металлов, чтобы избавиться от необходимости покупать эти материалы у Китая. Металлы необходимы для производства важных элементов электрокаров, ветровых турбин и мобильных телефонов. На развитие отрасли организация решила выделить 1,7 миллиарда евро (два миллиарда долларов), пишет Bloomberg.
ЕС проинвестирует 14 перспективных проектов на территории блока — от добычи полезных ископаемых до производства магнитов и их вторичной переработки, указано в плане Европейского сырьевого альянса (ERMA). По мнению альянса, поддержка зарождающейся отрасли поможет Европе стать независимой от более дешевой китайской продукции. Поставщики из Китая обеспечивают 90 процентов спроса на магниты для электромобильных двигателей, производимых из редкоземельных металлов, однако, по мнению ЕС, имеют низкие трудовые и экологические стандарты.
«Углубленный анализ критически важных цепочек поставок и ключевых технологий, проведенный комиссией, выявил высокий уровень зависимости ЕС от иностранных ресурсов, необходимых для перехода к «зеленым» и цифровым технологиям», — заявил уполномоченный по делам внутреннего рынка ЕС Тьерри Бретон. — «ЕС зависит от других стран — в основном от Китая — в импорте постоянных магнитов, а также редкоземельных материалов, из которых они сделаны».
Необходимость в редкоземельных металлах обусловлена растущим спросом со стороны крупных европейских компаний, таких как автоконцерны Volkswagen и Stellantis и производитель ветрогенераторов Vestas Wind Systems. Ожидается, что в будущем Китай израсходует большую часть своих запасов необходимых металлов, что лишит ЕС поставок и поставит под угрозу планы блока по борьбе с изменением климата.
«ЕС взял на себя обязательство стать климатически нейтральным к 2050 году. Объемы сырья, необходимого для облегчения этого энергетического перехода, огромны, и Европе срочно необходимо обеспечить его поставки», — подчеркнул глава ERMA Бернд Шефер.

ЕС намерен удовлетворять 20 процентов внутреннего спроса за счет продукции местных поставщиков. Проекты, на которые потратят два миллиарда долларов, имеют широкий спектр профилей — от добычи полезных ископаемых в Швеции и Финляндии до отделения редкоземельных элементов в Польше и производства магнитов в Словении. Помимо налаживания поставок внутри Европы практически с нуля, государства должны помочь индустрии установить стратегическое партнерство со странами, имеющими большой запас редкоземельных металлов, указано в документе ERMA.
Жители ЕС быстро переходят на электрокары. В 2020 году европейцы купили более миллиона электромобилей. К январю 2021 года общий объем продаж вырос на 198 процентов за 11 месяцев по сравнению с аналогичным периодом предыдущего года.
ГУБЕРНАТОР КРАЯ ПОРУЧИЛ ОРГАНИЗОВАТЬ НА СТАВРОПОЛЬЕ ПРОИЗВОДСТВО МЕДИЦИНСКОГО КИСЛОРОДА ← Новости Портал органов государственной власти Ставрополького края
16 ноября 2020 15:54
Губернатор Владимир Владимиров провёл в режиме видеоконференцсвязи заседание краевого координационного совета по противодействию коронавирусной инфекции. Обсуждены мероприятия по снижению рисков распространения заболевания.
Обсуждены мероприятия по снижению рисков распространения заболевания.
Одним из важных факторов, способных повлиять на эпидситуацию, глава края назвал усиление профилактической работы в отраслях экономики, возобновивших свою работу.
– Я понимаю, что бизнесу нужно зарабатывать, и мы даём такую возможность. Но это не должно перевешивать безопасность для здоровья людей. Поэтому, чтобы не возвращаться к прежним ограничительным мерам, владельцам бизнеса нужно самым внимательным образом отнестись к соблюдению всех профилактических мер и требований, – подчеркнул Владимир Владимиров.
Обсуждена ситуация в сфере здравоохранения края. Губернатор отметил необходимость скорейшего развёртывания дополнительных коек для оказания медицинской помощи пациентам с COVID-19. По информации краевого минздрава, к настоящему времени в лечебных учреждениях Ставрополья уже перепрофилировано около 680 дополнительных инфекционных коек. Работа продолжается, в ноябре-декабре общее количество мест для пациентов с коронавирусной инфекции превысит 4 тысячи. Также в медицинских организациях сформирован неснижаемый запас средств индивидуальной защиты и лекарственных препаратов, необходимых для лечения COVID-19, идут закупки новых партий медикаментов.
Также в медицинских организациях сформирован неснижаемый запас средств индивидуальной защиты и лекарственных препаратов, необходимых для лечения COVID-19, идут закупки новых партий медикаментов.
Владимир Владимиров также поручил организовать производство медицинского кислорода на базе имеющихся промышленных мощностей края. Прорабатываются варианты открытия таких производственных линий в Будённовске и Невинномысске на заводах «Ставролен» и «Азот». Как прозвучало, данные предприятия имеют техническую возможность для производства медицинского кислорода и готовы его наладить после прохождения необходимых процедур лицензирования. Отметим, что сейчас медицинские организации края используют кислород, производимый в Новороссийске.
Ещё одним вопросом повестки заседания совета стала ситуация в сфере образования. По данным краевого минобра, с 16 ноября все школы Ставропольского края возобновили работу после каникул в очном режиме. Вузы, учреждения среднего профессионального и дополнительного образования Ставрополья продолжают работу в дистанционном формате. За период осенних каникул проведено тестирование на коронавирус свыше 20 тысяч школьных педагогических работников.
За период осенних каникул проведено тестирование на коронавирус свыше 20 тысяч школьных педагогических работников.
Владимир Владимиров поручил организовать на текущей неделе аналогичное тестирование и для персонала детских садов. Как прозвучало, всего планируется проверить свыше 10,6 тысячи сотрудников дошкольных образовательных организаций.
Метод 5S и как он используется для организации производства
Что такое 5S? 5S — это система организации пространства для эффективного, результативного и безопасного выполнения работы. Эта система направлена на то, чтобы все расставить по местам и содержать рабочее место в чистоте, облегчая людям выполнение своей работы, не теряя времени и не рискуя получить травму. Он лежит в основе бережливого производства, включая чистоту и организацию, а также максимизацию эффективности и прибыли.5S — это структура, в которой особое внимание уделяется использованию определенного мышления и инструментов для создания ценности. Он включает в себя наблюдение, анализ, сотрудничество и поиск отходов и состоит в их удалении. Это важный элемент планирования производства в производственной компании.
Он включает в себя наблюдение, анализ, сотрудничество и поиск отходов и состоит в их удалении. Это важный элемент планирования производства в производственной компании.
Готовы оптимизировать свой цех?
Программное обеспечение для онлайн-производства, которое дает вам полный контроль.
Начните сегодня14-дневная бесплатная пробная версия — Кредитная карта не требуется — Неограниченная бесплатная поддержка
Что такое элементы 5S? 5S , иногда называемый 5s или Five S , относится к пяти японским терминам, используемым для описания этапов системы визуального управления 5S.Каждый термин начинается с буквы «S». В японском языке пять S: Seiri , Seiton , Seiso , Seiketsu и Shitsuke . Пять S переводятся на английский язык как «Сортировка», «Упорядочивание», «Сияние», «Стандартизация» и «Поддержка». Эти шаги включают в себя просмотр всего в пространстве, определение того, что необходимо, а что нет, наведение порядка, уборку и настройку регулярных процедур для выполнения этих задач. В приведенном выше списке описывается, как организовать рабочее пространство для повышения эффективности и результативности путем определения и хранения используемых предметов, обслуживания области и предметов и поддержания нового порядка.Процесс принятия решений обычно исходит из диалога о стандартизации, который формирует у сотрудников понимание того, как они должны выполнять работу.
В приведенном выше списке описывается, как организовать рабочее пространство для повышения эффективности и результативности путем определения и хранения используемых предметов, обслуживания области и предметов и поддержания нового порядка.Процесс принятия решений обычно исходит из диалога о стандартизации, который формирует у сотрудников понимание того, как они должны выполнять работу.
Метод 5S состоит из пяти этапов:
- 1S. S или — включает проверку всех инструментов, мебели, материалов, оборудования и т. д. в рабочей зоне, чтобы определить, что должно присутствовать, а что можно удалить. Мы стремимся отделить нужное от ненужного.Это позволяет нам выявить лишние материалы, инструменты, руководства, данные, информацию, которые не являются важными, и определить ценность каждого предмета. Рабочее пространство может быть лучше без ненужных или редко используемых предметов. Эти вещи могут мешать или занимать место. Очень часто используется метод красной бирки . Красные бирки обычно представляют собой картонные бирки или наклейки, которые можно прикрепить к рассматриваемым предметам. Сотрудники заполняют информацию об элементе, такую как: описание предмета, местонахождение, дата, имя пользователя, применяющего тег, а затем помещают их в обозначенную область красных тегов . По прошествии заданного времени пришло время принять решение, удалять ли его из рабочей области.
- 2С. Привести в порядок – значит расположить все необходимые предметы в оптимальном месте для выполнения их функции на рабочем месте. Цель этого шага — сделать рабочий процесс плавным и приятным. Как только лишний беспорядок исчезнет, будет легче увидеть, что к чему. На этом этапе каждый должен определить, какие механизмы наиболее логичны. Это потребует продумывания задач, частоты этих задач, путей, по которым люди проходят через пространство, и т. д.
 Очень часто используется метод красной бирки . Красные бирки обычно представляют собой картонные бирки или наклейки, которые можно прикрепить к рассматриваемым предметам. Сотрудники заполняют информацию об элементе, такую как: описание предмета, местонахождение, дата, имя пользователя, применяющего тег, а затем помещают их в обозначенную область красных тегов . По прошествии заданного времени пришло время принять решение, удалять ли его из рабочей области.
Очень часто используется метод красной бирки . Красные бирки обычно представляют собой картонные бирки или наклейки, которые можно прикрепить к рассматриваемым предметам. Сотрудники заполняют информацию об элементе, такую как: описание предмета, местонахождение, дата, имя пользователя, применяющего тег, а затем помещают их в обозначенную область красных тегов . По прошествии заданного времени пришло время принять решение, удалять ли его из рабочей области. Внедрение на рабочих местах означает расположение всего так, чтобы все инструменты/оборудование находились рядом, в легкодоступном месте и в логическом порядке, адаптированном к выполняемой работе. Все компоненты должны соответствовать своему назначению, при этом наиболее часто используемые компоненты должны располагаться ближе всего к рабочему месту. Кроме того, инструменты должны быть легко найдены и подняты.
Все компоненты должны соответствовать своему назначению, при этом наиболее часто используемые компоненты должны располагаться ближе всего к рабочему месту. Кроме того, инструменты должны быть легко найдены и подняты.
На данном этапе очень важен визуальный фактор. Когда фиксированные места назначаются для предметов с использованием четких этикеток, меток или подсказок, цветных линий, теневых досок, карт, лент для разметки пола, колышков и т. д., легче вернуть вещи в правильное место или заметить пропущенную ошибку.
Во время 2S планировка и организация зоны имеют важное значение, а области движения и транспортировки отмечены для обеспечения бесперебойного рабочего процесса. На этом этапе видно, что 5S — это систематическая форма визуального управления, использующая все, от напольной ленты до инструкций по эксплуатации.
- 3С. Sweep/shine — основное внимание уделяется уборке рабочей зоны, что означает подметание, мытье полов, вытирание пыли, протирание поверхностей, укладывание инструментов и материалов и т. д.В дополнение к базовой уборке 3S также включает в себя регулярное техническое обслуживание оборудования и механизмов. Заблаговременное планирование технического обслуживания означает, что предприятия могут выявлять проблемы и предотвращать поломки. Это означает меньше потерь времени и отсутствие упущенной выгоды, связанной с простоями в работе. Подметание означает «визуальную чистоту», выявление сбоев, аномалий, технических проблем. В 5S каждый берет на себя ответственность за уборку своего рабочего места, в идеале — ежедневно. Это заставляет людей брать на себя ответственность за пространство, что в долгосрочной перспективе означает, что люди будут больше вкладываться в свою работу и в компанию.Кроме того, регулярный осмотр рабочего места, инструментов и оборудования повышает эффективность и безопасность производственного процесса, сокращает количество отходов, предотвращает ошибки и дефекты, а также обеспечивает безопасность и удобство работы на рабочем месте.
 д.В дополнение к базовой уборке 3S также включает в себя регулярное техническое обслуживание оборудования и механизмов. Заблаговременное планирование технического обслуживания означает, что предприятия могут выявлять проблемы и предотвращать поломки. Это означает меньше потерь времени и отсутствие упущенной выгоды, связанной с простоями в работе. Подметание означает «визуальную чистоту», выявление сбоев, аномалий, технических проблем. В 5S каждый берет на себя ответственность за уборку своего рабочего места, в идеале — ежедневно. Это заставляет людей брать на себя ответственность за пространство, что в долгосрочной перспективе означает, что люди будут больше вкладываться в свою работу и в компанию.Кроме того, регулярный осмотр рабочего места, инструментов и оборудования повышает эффективность и безопасность производственного процесса, сокращает количество отходов, предотвращает ошибки и дефекты, а также обеспечивает безопасность и удобство работы на рабочем месте.
д.В дополнение к базовой уборке 3S также включает в себя регулярное техническое обслуживание оборудования и механизмов. Заблаговременное планирование технического обслуживания означает, что предприятия могут выявлять проблемы и предотвращать поломки. Это означает меньше потерь времени и отсутствие упущенной выгоды, связанной с простоями в работе. Подметание означает «визуальную чистоту», выявление сбоев, аномалий, технических проблем. В 5S каждый берет на себя ответственность за уборку своего рабочего места, в идеале — ежедневно. Это заставляет людей брать на себя ответственность за пространство, что в долгосрочной перспективе означает, что люди будут больше вкладываться в свою работу и в компанию.Кроме того, регулярный осмотр рабочего места, инструментов и оборудования повышает эффективность и безопасность производственного процесса, сокращает количество отходов, предотвращает ошибки и дефекты, а также обеспечивает безопасность и удобство работы на рабочем месте.- 4S. Стандартизировать — цель номер один — установить процедуры и графики, обеспечивающие повторение первых трех практик «S». После того, как первые три шага 5S завершены, все должно выглядеть довольно хорошо. Все лишнее убрано, все организовано, помещения убраны, техника в рабочем состоянии.В 4S вводятся стандартизированные визуальные подсказки, такие как знаки, этикетки, плакаты, лента для разметки пола и органайзеры для инструментов, которые играют важную роль в 5S. Они могут указывать направления и удерживать предметы на месте, во многих случаях без слов. Существуют также различные контрольные списки задач, чтобы каждый знал свои обязанности по сортировке, организации и уборке. Фотографии и визуальный контроль используются для того, чтобы все было так, как должно быть. На этом этапе должны проводиться регулярные проверки и проверки состояния.
- 5С. Sustain — относится к процессу обеспечения бесперебойной работы 5S, а также к вовлечению всех сотрудников организации. Иногда это переводится как «делать без указаний» и требует от работников большой самодисциплины. В идеале 5S становится частью культуры организации, но в этом должны участвовать все: менеджеры, сотрудники на производстве, на складе, или в офисе. Чтобы поддерживать практику 5S, все новые сотрудники должны пройти обучение процедурам 5S в своей сфере деятельности.Чтобы обеспечить соблюдение подхода 5S, рекомендуется организовывать учебные занятия для регулярного обзора улучшений или внесения необходимых изменений.
 Стандартизировать — цель номер один — установить процедуры и графики, обеспечивающие повторение первых трех практик «S». После того, как первые три шага 5S завершены, все должно выглядеть довольно хорошо. Все лишнее убрано, все организовано, помещения убраны, техника в рабочем состоянии.В 4S вводятся стандартизированные визуальные подсказки, такие как знаки, этикетки, плакаты, лента для разметки пола и органайзеры для инструментов, которые играют важную роль в 5S. Они могут указывать направления и удерживать предметы на месте, во многих случаях без слов. Существуют также различные контрольные списки задач, чтобы каждый знал свои обязанности по сортировке, организации и уборке. Фотографии и визуальный контроль используются для того, чтобы все было так, как должно быть. На этом этапе должны проводиться регулярные проверки и проверки состояния.
Стандартизировать — цель номер один — установить процедуры и графики, обеспечивающие повторение первых трех практик «S». После того, как первые три шага 5S завершены, все должно выглядеть довольно хорошо. Все лишнее убрано, все организовано, помещения убраны, техника в рабочем состоянии.В 4S вводятся стандартизированные визуальные подсказки, такие как знаки, этикетки, плакаты, лента для разметки пола и органайзеры для инструментов, которые играют важную роль в 5S. Они могут указывать направления и удерживать предметы на месте, во многих случаях без слов. Существуют также различные контрольные списки задач, чтобы каждый знал свои обязанности по сортировке, организации и уборке. Фотографии и визуальный контроль используются для того, чтобы все было так, как должно быть. На этом этапе должны проводиться регулярные проверки и проверки состояния. Иногда это переводится как «делать без указаний» и требует от работников большой самодисциплины. В идеале 5S становится частью культуры организации, но в этом должны участвовать все: менеджеры, сотрудники на производстве, на складе, или в офисе. Чтобы поддерживать практику 5S, все новые сотрудники должны пройти обучение процедурам 5S в своей сфере деятельности.Чтобы обеспечить соблюдение подхода 5S, рекомендуется организовывать учебные занятия для регулярного обзора улучшений или внесения необходимых изменений.
Иногда это переводится как «делать без указаний» и требует от работников большой самодисциплины. В идеале 5S становится частью культуры организации, но в этом должны участвовать все: менеджеры, сотрудники на производстве, на складе, или в офисе. Чтобы поддерживать практику 5S, все новые сотрудники должны пройти обучение процедурам 5S в своей сфере деятельности.Чтобы обеспечить соблюдение подхода 5S, рекомендуется организовывать учебные занятия для регулярного обзора улучшений или внесения необходимых изменений. 5S включает в себя оценку всего, что присутствует в пространстве, удаление ненужного, логическую организацию вещей, выполнение домашних задач и поддержание этого цикла. Организуйте, очистите, повторите. Важнейшая часть 5S заключается в том, что она делает пространство чище и, следовательно, упрощает навигацию. Это означает, что людям будет легче выполнять свою работу.Средства визуальной коммуникации, такие как этикетки, маркировка пола, маркировка шкафов и полок, а также теневые доски, могут упростить навигацию по пространству. Кроме того, эти инструменты могут помочь организовать рабочее пространство. Рабочее место, использующее визуальное управление таким образом, часто называют визуальным рабочим местом.
Кроме того, эти инструменты могут помочь организовать рабочее пространство. Рабочее место, использующее визуальное управление таким образом, часто называют визуальным рабочим местом.
5S — это долгосрочный и непрерывный метод организации. В долгосрочной перспективе это снижает количество несчастных случаев на работе, повышает качество продукции и услуг, а количество ошибок постоянно уменьшается.Это означает меньше жалоб и больше удовлетворенности клиентов и потенциальных субподрядчиков, поставщиков, аудиторов и т. д. Улучшается моральный дух сотрудников: в их работе появляется логика, порядок и прозрачность. Как следствие, затраты снижаются, поскольку все ресурсы используются более эффективно. Компания достигает стабильности, что улучшает имидж и помогает оставаться конкурентоспособными на рынке.
Как организовать школьное производство Часть 3: Производство
Пришло время нашей третьей и последней части этой серии о координации школьного производства.Если вы пропустили часть 1 или часть 2, обязательно вернитесь назад и проверьте их.
Если вы достигли стадии, когда вам так надоело слушать одни и те же строки и вы слышите песни во сне, вы, вероятно, приближаетесь к началу шоу. Вот 13 важных моментов, о которых следует помнить при переходе к производству:
через GIPHY
Чтобы поднять производство, нужна деревня, и чем больше людей в вашей деревне, тем лучше. От вашей закулисной команды до создания актерской доски — работа найдется для каждого.По мере приближения к дате выступления будет всплывать множество мелких задач, а сделать все самому невозможно. Делегируйте задания разным людям и регулярно проверяйте свою команду, чтобы убедиться, что задачи выполняются вовремя.
через GIPHY
Соберите свою творческую и производственную команду и проверьте, что должно быть в их списках дел. Имейте четкие сроки выполнения задач и настаивайте на том, чтобы они придерживались их как можно точнее.
Проработайте свой сценарий и составьте список всего реквизита и костюмов, необходимых для каждой сцены, вплоть до самого маленького предмета. За несколько недель до представления проведите инвентаризацию реквизита и костюмов, которые еще нужно изготовить или приобрести.
За несколько недель до представления проведите инвентаризацию реквизита и костюмов, которые еще нужно изготовить или приобрести.
Наметьте все даты и время финальных репетиций и заранее раздайте расписание всем актерам и членам съемочной группы. Окончательные графики должны включать:
- Когда все актеры не зарегистрированы
- Фурнитура для костюмов
- Пробные прически и макияж
- Сборка/разбивание набора
- Генеральные репетиции
- Технические репетиции
- Показать даты
Ваши постановщики, помощники по костюмам и рабочие сцены должны отвечать за организацию вашего закулисного пространства.Встретьтесь с ними и наметьте, где будет храниться весь реквизит и костюмы, а также расположение гримерок.
Реквизит необходимо расположить по сценам, а места, где они хранятся, должны быть организованы и помечены. Разместите список реквизита для каждой сцены и набросайте макет сцены, где каждая декорация и реквизит должны быть на своих местах. Это помогает, если новые участники присоединяются к команде и не знакомы с шоу.
Это помогает, если новые участники присоединяются к команде и не знакомы с шоу.
Развешивайте и храните костюмы на вешалках за кулисами, чтобы ткань не мялась, а костюмы оставались в первозданном виде между представлениями.
Разметьте пол сцены для размещения декораций и мест, где актеры не должны забывать стоять. Пройдитесь по всем этим маркировкам с командой за кулисами, чтобы не было путаницы во время прогонов.
Крайне важно иметь копии сценария с записанными репликами для вашей осветительной бригады, звукорежиссёров, операторов занавеса и постановщика. Каждая копия должна иметь четкую маркировку, а также оригинальная копия для себя на случай потери какого-либо из сценариев.
Во время производства нужно быть готовым ко всему, поэтому резервные копии жизненно необходимы. Примеры включают батарейки, фонарики, невидимки, микрофонную ленту и английские булавки.
Опросите свою команду и производственную команду, а затем составьте полный список того, что вам нужно купить.
через GIPHY
Все заказы на костюмы и технику должны быть подтверждены за несколько недель до шоу. Позвонив, проверьте даты и время получения, стоимость аренды и стоимость доставки, а также попросите подробный список вашего заказа.Уточните эти данные у членов вашей команды, прежде чем они заберут взятые напрокат предметы. Когда товары прибудут, убедитесь, что они в хорошем рабочем состоянии, и вызовите замену, если есть проблемы.
через GIPHY
Если у вас достаточно беспроводных микрофонов для всего состава, вам невероятно повезло. Во многих школьных постановках не хватает беспроводных микрофонов, поэтому вам нужно запланировать, кто будет использовать каждый микрофон в каждой сцене. Убедитесь, что у актеров достаточно времени, чтобы передать микрофоны, и разместите список микрофонов в разных местах за кулисами, включая гримерки.
Каждому успешному шоу нужна аудитория, и если вы хотите, чтобы задницы сидели на местах, вам нужна реклама. Назначьте команду, чтобы создать шумиху для вашего шоу. Вызовите интерес с помощью листовок, объявлений, статей в школьной газете, показа футболок, которые носят актеры и съемочная группа, и исполнения различных сцен или музыкальных номеров в местах с интенсивным движением, например в кафетерии. Рассказывайте заранее о продаже билетов и на протяжении всего шоу.
Назначьте команду, чтобы создать шумиху для вашего шоу. Вызовите интерес с помощью листовок, объявлений, статей в школьной газете, показа футболок, которые носят актеры и съемочная группа, и исполнения различных сцен или музыкальных номеров в местах с интенсивным движением, например в кафетерии. Рассказывайте заранее о продаже билетов и на протяжении всего шоу.
через GIPHY
Под руководством учителя назначьте команду для продажи билетов на различные представления.Держите цену разумной, чтобы сделать ее более привлекательной и доступной для студентов. Убедитесь, что билеты на каждое шоу пронумерованы, чтобы избежать перепродажи. Подумайте о том, чтобы устроить дневное представление в будние дни перед официальным показом вашего шоу и пригласить другие местные школы. Это отличный способ опробовать шоу и погрузиться в представление.
через GIPHY
Через месяц после первого выступления сделайте макет программы. Если вы не знаете, что включить, поищите несколько примеров в Интернете. Попросите актеров и съемочную группу просмотреть макет, чтобы избежать ошибок в написании или забытых имен. Свяжитесь со своей администрацией, чтобы узнать, предпочтут ли они передать задание на аутсорсинг или распечатать и скопировать программу собственными силами. Если после того, как программа будет напечатана, потребуются изменения, нанесите изменения на листы бумаги и вложите их в программы.
Попросите актеров и съемочную группу просмотреть макет, чтобы избежать ошибок в написании или забытых имен. Свяжитесь со своей администрацией, чтобы узнать, предпочтут ли они передать задание на аутсорсинг или распечатать и скопировать программу собственными силами. Если после того, как программа будет напечатана, потребуются изменения, нанесите изменения на листы бумаги и вложите их в программы.
через GIPHY
Не знакомы со сценической прической и макияжем? На YouTube есть масса полезных руководств. Или, еще лучше, попросить о помощи. Сделайте объявление о привлечении студентов-добровольцев за месяц или подумайте о том, чтобы обратиться за помощью к персоналу.
Перед генеральной репетицией рекомендуется примерить прическу и макияж. Это даст вам представление о том, как рано должны прибыть актеры перед выступлением, и позволит вам вносить изменения во внешний вид разных персонажей.
Независимо от того, насколько вы готовы устроить шоу, на пути всегда будут неожиданные препятствия. Постарайтесь быть гибким и следовать ему, когда все изменится. Скорее всего, в конце концов все получится, и зрители не будут иметь ни малейшего представления о тернистом пути, который вы прошли вместе, чтобы добраться до премьеры.
Постарайтесь быть гибким и следовать ему, когда все изменится. Скорее всего, в конце концов все получится, и зрители не будут иметь ни малейшего представления о тернистом пути, который вы прошли вместе, чтобы добраться до премьеры.
В конечном счете, самое главное, что вы можете сделать, это получить удовольствие. Всегда будет чему учиться и совершенствоваться, но веселые воспоминания — это то, что действительно останется с вами. Удачи!
На примере совмещения организационных форм производства комплектующих и внутреннего транспорта
В статье рассматривается проблема организации эффективных производственных процессов на уровне подпроцессов. Подзадачи производства внутри подпроцессов требуют определенного набора требований к организации производства.Эти требования в дальнейшем систематизируются и описываются как типы процессов, благодаря определенным функциям и их соответствующим характеристикам. Основной производственный процесс «производство компонентов» и связанная с ним служба поддержки производства «внутренний транспорт» были выбраны в качестве примеров для демонстрации соответствующих организационных принципов и форм. Исходя из этой базовой линии и вместе с алгоритмом принятия решений, выбранные организационные варианты и их комбинация должны привести к теоретически оптимизированным решениям, отвечающим всем предварительно определенным требованиям.Многоуровневая модель организационного согласования устанавливает взаимозависимости комбинированных организационных форм, ориентированных на типы процессов. Методы сравнительного анализа организационного профиля в поддержку подходов к реинжинирингу систематизируются и получают дальнейшее развитие в направлении результирующей организационной адаптации.
Исходя из этой базовой линии и вместе с алгоритмом принятия решений, выбранные организационные варианты и их комбинация должны привести к теоретически оптимизированным решениям, отвечающим всем предварительно определенным требованиям.Многоуровневая модель организационного согласования устанавливает взаимозависимости комбинированных организационных форм, ориентированных на типы процессов. Методы сравнительного анализа организационного профиля в поддержку подходов к реинжинирингу систематизируются и получают дальнейшее развитие в направлении результирующей организационной адаптации.
1. Введение и методический подход
Реализация производственных программ требует разделения задач. В результате создаются подзадачи и подпроцессы, приводящие затем к техническим и организационным специализациям для эффективного и результативного решения задач.Это ставит вопрос о том, какие конкретные подзадачи должны решаться в соответствующих подпроцессах. Как только подзадачи определены, профили требований могут быть получены и впоследствии классифицированы по общим типам процессов. Для каждого из таких типов процессов необходимо принять решение о том, как можно организовать конкретную реализацию подзадач в рамках соответствующих подпроцессов. Поэтому необходимо разработать профили организационных способностей, которые также должны быть тесно связаны с соответствующими профилями требований.Этот подход вынуждает интегрировать основные производственные процессы с добавленной стоимостью (изготовление и сборка компонентов), а также службы поддержки производства в организационную структуру.
Пример производства компонентов (как часть основных производственных процессов) и внутреннего транспорта (как часть служб поддержки производства) должен использоваться для описания полученных теоретических организационных принципов и разработки организационных форм. Кроме того, рассматриваются варианты комбинаций принципов организации и форм организации производства компонентов и внутреннего транспорта, включая соответствующие профили возможностей, которыми обладают эти комбинации. Кроме того, проводится сравнительный профильный анализ требований типов процессов и возможностей комбинированных организационных форм производства компонентов и внутреннего транспорта, на основе которого могут быть определены точные организационные решения в соответствии с конкретными профилями требований, а также ожидания эффективности в подзадачах производственные процессы. Связи и взаимозависимости обобщаются в многоуровневой модели.
На основе подходов, описанных выше, проводится сравнительный анализ соответствия подпроцессов и организационных форм измененным производственным задачам.Результаты этого сравнения выявляют необходимые меры по реорганизации в рамках реинжиниринга и обеспечивают эффективные производственные процессы.
Методический подход представлен на рисунке 1.
2. Теоретические основы организации производственных процессов
Фрезе и др. [1] постулируют, что единого взгляда на термин «организация» не существует. Однако Шейблер [2], например, определяет организацию в довольно общем смысле как целенаправленное проектирование систем. Для Грохла [3] организация — это целеустремленная структура элементов, определенным образом связанных друг с другом. Для целей данной статьи такого общего понимания организации должно быть достаточно, потому что основное внимание уделяется организации эффективного производственного процесса.
Для Грохла [3] организация — это целеустремленная структура элементов, определенным образом связанных друг с другом. Для целей данной статьи такого общего понимания организации должно быть достаточно, потому что основное внимание уделяется организации эффективного производственного процесса.
Для эффективной реализации задач система в целом должна быть прагматично-творчески разделена на подсистемы на основе микроанализа [4, 5] с целью решения подзадач внутри созданных для этого подпроцессов [6].Кроме того, очевидно, что система должна быть структурирована через различные уровни иерархии («Организационная структура» [7] и «формальная структура» [8]), чтобы иметь возможность разрабатывать согласованные процессы. Затем это определяет разделение труда и специализацию [4].
Глубина и широта организации подпроцессов влияют, например, на подсистемы отдельных функциональных областей. Внедрение таких основных процессов очень важно для успеха компании [4]. Поскольку организация является частью управления процессами, она уделяет особое внимание основным производственным процессам.
Bea и Schweitzer [4] определяют следующие критерии для определения основных процессов: (i) высокая важность для (a) решения проблем или удовлетворения внешних и внутренних клиентов, (b) основные компетенции компании, (c) продукт качество, (d) надежность производства; (ii) высокая затратоемкость и блокировка капитала; (iii) большая продолжительность процессов.
Эти критерии показывают, что производственный процесс является основным процессом. Поэтому необходимо системное структурирование, а также конкретные организационные проекты всех подпроцессов производственных процессов в контексте их взаимодействия для выполнения задач.Считается, что процесс компании в целом, а также отдельные основные процессы могут быть далее разбиты на почти неопределенное количество шагов [4]. Все подпроцессы должны быть идентифицированы до точки, где производственные процессы по изготовлению компонентов, сборок и готовой продукции происходят на самом низком уровне линейных органов в пределах их соответствующей функциональной производственной зоны [5]. Именно здесь происходят основные производственные процессы — изготовление и сборка компонентов — и создается добавленная стоимость, а также здесь необходимы услуги по поддержке производства.Эти услуги включают, например, внутреннюю транспортировку, внутреннее хранение, техническое обслуживание и управление информацией. Они используются для пространственного и временного преобразования рабочих элементов, в качестве резервного для увеличения мощности по мере необходимости и контроля выполнения задач.
Именно здесь происходят основные производственные процессы — изготовление и сборка компонентов — и создается добавленная стоимость, а также здесь необходимы услуги по поддержке производства.Эти услуги включают, например, внутреннюю транспортировку, внутреннее хранение, техническое обслуживание и управление информацией. Они используются для пространственного и временного преобразования рабочих элементов, в качестве резервного для увеличения мощности по мере необходимости и контроля выполнения задач.
Объектами организационных мероприятий в этих подпроцессах являются (i) производственные задачи (или подзадачи в результате разделения труда) производственной программы; (ii) потенциальные факторы производства в виде рабочей силы и активов, реализующие производственный процесс посредством их мощность; (iii) повторяющийся факторный материал, который целенаправленно изменяется под действием потенциальных факторов производства для производства компонентов и готовой продукции (см. также [9]).
Поскольку главной целью является производительность, взаимодействие рабочей силы, активов и материалов должно быть организовано в соответствии с подпроцессами производства [10]. Поэтому необходимо соответствовать динамически изменяющимся требованиям производственных программ и производных от них подзадач с технической и организационной точек зрения. Нахождение наилучшего сочетания элементов является миссией организации [11]. Совокупность элементарных факторов производства должна быть организована таким образом, чтобы устанавливались пространственные рамки решения производственных задач и определялись сроки обработки рабочих элементов и их трансформации в производственном процессе.
Пространственная структура обычно связана со статическим элементарным фактором рассматриваемых подпроцессов. Очень часто это актив. Это также ставит вопрос о технико-технологической и емкостной реализации организационных решений подпроцессов, уровней механизации, а также автоматизации, возникающих в результате разделения задач и специализации производственных задач, которые необходимо решить [12]. Временные рамки определяются возможными вариантами перехода компонентов от одного рабочего места к другому по технологической последовательности обработки или сборки пространственно-размещенных активов, а также потребностью в мощности каждого рабочего цикла на каждом рабочем месте.
Временные рамки определяются возможными вариантами перехода компонентов от одного рабочего места к другому по технологической последовательности обработки или сборки пространственно-размещенных активов, а также потребностью в мощности каждого рабочего цикла на каждом рабочем месте.
Пространственное преобразование рабочих элементов осуществляется внутренним транспортом. Таким образом, пространственная структура используется для организации размещения активов и выполнения рабочих операций рабочей силой [9]. Временное преобразование рабочих элементов, направленное на преодоление интервалов в процессе производства или переход к другим организационным единицам подпроцессов, обычно решается с помощью внутреннего хранилища.
Растущая неопределенность в отношении развития и сложности бизнес-среды [12, 13] становится заметной, например, через (i) разработку типа продукта, (ii) развитие производственной технологии, (iii) изменения в требованиях и спросе, или (iv) ) нехватка ресурсов.
Это приводит к сокращению жизненного цикла продукта, а также к динамическим изменениям производственных программ, что впоследствии приводит к динамике процесса. Это заставляет компанию реагировать разработками процессов, которые могут легко адаптироваться к изменившимся требованиям. Это относится не только к технико-технологическим корректировкам, но, в частности, к изменениям в организации [4] и реализуется, например, через инновационные стратегии как «изменения особого рода» [12].
Принимая во внимание аспекты экономической эффективности, недостаточно сосредоточиться только на организации основных производственных процессов, как это делалось в прошлом.Такой подход необходимо дополнить организацией привлекаемых служб производственного обеспечения. Без этих услуг производственный процесс не функционирует. С организационной точки зрения, производственные процессы и услуги по поддержке производства должны рассматриваться целостно вместе с органично сочетающимися комбинациями, чтобы найти основанные на требованиях решения для оптимизации экономических результатов.
С одной стороны, проектирование таких комбинированных вариантов организации производства требует выявления всех соответствующих (теоретических) организационных принципов и форм основных производственных процессов вместе с их службами обеспечения производства, а с другой стороны, ориентированного на требования необходим выбор и сочетание названных принципов и форм организации.Организация как инструмент должна отвечать различным требованиям [4], которым должна соответствовать производственная программа и производные подзадачи в структурированных подпроцессах.
Следующие особенности имеют решающее влияние на задачи, которые должны быть решены [14]: (i) количественный аспект и, следовательно, количество идентичных продуктов, которые должны быть произведены; (ii) тип размещения заказа на продукты по разнообразие клиентов; (iii) уровень стандартизации продуктов, которые должны быть произведены; (iv) структура продуктов, которые должны быть произведены; (v) доля компонентов продукта, закупаемых на стороне.
Эти функции образуют набор требований, и они влияют — среди прочего, — на структуру организации с точки зрения гибкости и непрерывности. Гибкость организационной формы является предварительным условием для удовлетворения различных или меняющихся профилей требований в рамках производственных процессов без необходимости изменения организационной формы.
Термин «гибкость» находит множество определений и теоретических рассуждений, связанных с ним (например,г., [15–20]). На наш взгляд, гибкость можно определить как способность адаптировать производство применительно к изменяющимся рынкам [21]. С этой точки зрения необходима количественная и качественная дифференциация.
Количественная гибкость может пониматься как способность приспосабливать производство к изменениям объема типов продукции в униформе. Это относится к (i) изменениям и адаптации использования производственных мощностей, (ii) мобилизации резервов производственных мощностей.
Качественная гибкость, в свою очередь, — это способность приспосабливать производство к изменяющимся типам продукции. Это относится к возможностям производственного процесса с точки зрения (i) альтернативного использования повторяющихся факторов, (ii) альтернативного использования потенциальных факторов, (iii) активации альтернативных комбинаций элементарных факторов.
Это относится к возможностям производственного процесса с точки зрения (i) альтернативного использования повторяющихся факторов, (ii) альтернативного использования потенциальных факторов, (iii) активации альтернативных комбинаций элементарных факторов.
Важным условием гибкости является способность организационной формы реализовывать различные технологические последовательности обработки. Двумя наиболее важными параметрами являются гибкость продукта и гибкость объема ([15], см. другие параметры гибкости в [16]).В данной работе непрерывность характеризуется как способность непрерывной обработки рабочих элементов в процессе производства. Если клиенты принимают стандартизированные продукты, тогда полезны стационарные непрерывные производственные системы. Чтобы оставаться конкурентоспособными, необходимы все более гибкие технологии [12].
Полный набор требований к организации подпроцессов производства определяет профиль требований . С одной стороны, существующие организационные формы производственных процессов могут быть подвергнуты критической оценке на основе этого набора требований, а с другой стороны, такой набор требований дает ориентацию на практическую организацию. В конечном итоге речь всегда идет об оценке целевой эффективности (результативности) альтернативных организационных форм [4] и о выявлении наилучшего организационного варианта решения конкретных производственных задач, чтобы можно было определить типовые процедуры, обеспечивающие максимальную эффективность [4]. ].
В конечном итоге речь всегда идет об оценке целевой эффективности (результативности) альтернативных организационных форм [4] и о выявлении наилучшего организационного варианта решения конкретных производственных задач, чтобы можно было определить типовые процедуры, обеспечивающие максимальную эффективность [4]. ].
Организация подпроцессов производства с добавленной стоимостью (i) обеспечивает базовую организационную структуру (после разделения задач), которая приводит к формированию необходимых подпроцессов с соответствующими должностями [6] и отделами [5], (ii) создается в рамках каждого подпроцесса конкретные процедуры и способы, которыми соответствующие элементарные факторы производства (рабочая сила, активы и материалы) могут быть объединены с пространственной, временной и технической точки зрения.Этот конфигурационный подход выявляет организационную форму конкретного подпроцесса [22].
В этой структуре действуют организационные формы служб поддержки производства, которые поддерживают процессы создания добавленной стоимости. Выбор и проектирование их организационных принципов и форм происходит после организации основных производственных процессов. Это означает, что организация основных производственных процессов определяет организационные принципы и организационные формы службы производственного обеспечения.
Выбор и проектирование их организационных принципов и форм происходит после организации основных производственных процессов. Это означает, что организация основных производственных процессов определяет организационные принципы и организационные формы службы производственного обеспечения.
Каждая форма организации основных производственных процессов и служб обеспечения производства формируется сочетанием пространственных, временных и технических принципов организации [21–28]. На основе профилей возможностей организационных принципов и организационных форм всех вовлеченных подпроцессов должны быть найдены и сформированы комбинированные решения, которые наилучшим образом соответствуют профилям требований компонентов, модулей и классов компонентов [29]. В данной статье термин «класс компонентов» используется для (отдельных) компонентов, которые попадают в одну категорию с конструктивным и/или технологическим сходством, что позволяет одинаково относиться к этим компонентам в процессе производства.
3. Профили требований для классов компонентов в дифференцированных типах процессов
Ниже приводится подробное описание классификаций и профилей требований на уровне микроорганизаций. Однако у компании должна быть гораздо более широкая (контекстная) конкурентная стратегия (например, [30, 31]), из которой затем выводятся последующие операционные решения. Для целей данной статьи производственная программа является отправной точкой для определения решаемых задач и разделения задач.Различные типы клиентов определяют свои конкретные потребности и требования. Это приводит к (а) разнородным программам продаж и производства по сравнению с однородными и (б) разнообразным по сравнению с однородными типами продуктов с различными объемами производства, которые также могут включать сильную ориентацию на клиента по сравнению с «клиентской дистанцией».
3.1. Функции для характеристик типа процесса
Профиль требований, в частности, устанавливается с помощью функций, ориентированных на результат, начиная с продуктов, которые необходимо получить, и производственных программ, за которыми затем следует процесс производства и закупок [32]. Из характеристик профиля требований, ориентированных на вывод, выводятся функции, ориентированные на пропускную способность и ввод. Однако необходимо учитывать, что отдельные признаки могут быть отнесены к нескольким областям макроструктуры. Обзор соответствующих функций и их характеристик дает морфологическую рамку на рисунке 2.
Из характеристик профиля требований, ориентированных на вывод, выводятся функции, ориентированные на пропускную способность и ввод. Однако необходимо учитывать, что отдельные признаки могут быть отнесены к нескольким областям макроструктуры. Обзор соответствующих функций и их характеристик дает морфологическую рамку на рисунке 2.
Центральным элементом и их характеристиками, которые определяют требования организационно предусмотренных производственных задач производственных процессов, является производственный тип [29], который тесно связана и с другими функциями.
Тип производства показывает количественный аспект идентичных продуктов производственной программы, а также разнообразие вариантов предлагаемых основных продуктов. Это приводит к гомогенным (один продукт с большим количеством и большим разнообразием вариантов) по сравнению с гетерогенными производственными программами (много разных типов продуктов с разными количествами к разным типам продуктов с количеством до одного, а также с очень ограниченным разнообразием вариантов). ).В связи с этим рассматривается предполагаемый готовый продукт.
).В связи с этим рассматривается предполагаемый готовый продукт.
В зависимости от количества идентичных первичных продуктов следует рассматривать две категории: (а) индивидуальное и мелкосерийное производство гетерогенных программ и (б) серийное и массовое производство однородных программ. Первая категория (индивидуальное производство, мелкосерийное производство) относится в основном к продуктам, изготовленным по индивидуальному заказу (в основном определяемым конфигурацией клиента и соответствующим образом заказываемым), которые производятся в очень небольших количествах, в то время как категория (b) относится к серийному производству как в больших количествах. и четкое разнообразие вариантов, которое затем обеспечивает индивидуализированные продукты для клиента (покупатель выбирает из возможных вариантов, которые предоставляются производителем) [29].
Третья категория (типовое производство) относится к большому количеству анонимных стандартных продуктов с очень ограниченным разнообразием вариантов. Производитель предлагает базовые продукты, которые с точки зрения конструкции и технологии почти идентичны, но используется очень мало вариантов продукта, таких как цвет или материалы. Заказчик не участвует в формировании вариантов и производстве. Он выбирает свой товарный вариант путем покупки (например, на розничном рынке).
Производитель предлагает базовые продукты, которые с точки зрения конструкции и технологии почти идентичны, но используется очень мало вариантов продукта, таких как цвет или материалы. Заказчик не участвует в формировании вариантов и производстве. Он выбирает свой товарный вариант путем покупки (например, на розничном рынке).
При массовом производстве (четвертая категория) большое количество анонимных стандартных продуктов выпускается без каких-либо изменений.
В принципе, сказанное говорит о необходимости наличия гибких и/или непрерывных производственных процессов, которые должна обеспечивать производственная организация.
Тип производства тесно связан с двумя другими важными характеристиками, влияющими на производственный процесс и его организацию, а именно: (a) тип размещения заказа и (b) уровень стандартизации продукции .
Обе функции учитывают точку зрения конкретного клиента.Уровни стандартизации взаимозависимы с градациями конкретных требований клиентов, начиная от полностью стандартизированных продуктов и заканчивая индивидуально настроенными продуктами, что в то же время также влияет на разнообразие вариантов продуктов.
Тип размещения заказа варьируется между контрактным производством на одном конце и складским производством на другом конце. Контрактное производство инициируется отдельными клиентами с их индивидуально настроенными продуктами [29]. Эти продукты, как правило, реализуются в индивидуальном производстве, в исключительных случаях также в мелкосерийном производстве.Складское производство включает в себя большое количество продукции, в значительной степени анонимной для клиентов, с ограниченным разнообразием вариантов (типовое производство) или без вариантов (массовое производство).
Подходы к индивидуализации клиентов в серийном производстве часто интегрируют как анонимные, так и индивидуализированные элементы процесса в производственный процесс и, таким образом, сочетают гибкость и непрерывность [29]. Индивидуализация заказчиком производственных программ с небольшими партиями закладывает основу для специальной организации процессов, обеспечивающей гибкость, в то время как, в отличие от этого, анонимность заказчиков программ с большими партиями каждого вида продукции требует организационного проектирования процессов, которые в первую очередь направлены на обеспечение непрерывности.
Повышенный уровень индивидуализации продукта увеличивает количество вариантов в однородных производственных программах и уменьшает количество продуктов в разнородных производственных программах в сторону индивидуального производства. В отличие от этого, производство стандартных продуктов, анонимных для клиентов, допускает увеличение количества в сторону типового или массового производства.
Опять же, применимо для обеих вышеупомянутых функций, готовый продукт является ключевым ориентиром. Тип производства, тип размещения заказов, уровень стандартизации определяют не только количество, но и вариантное разнообразие готовой продукции.
Четвертая функция — это структура продукта . Эта точка зрения смещает акцент с готового продукта (основное требование) на отдельные компоненты и модули продукта (второстепенное требование). Он определяет разнообразие и количество компонентов, содержащихся в продукте производственной программы, и, таким образом, определяет сложность продукта. Совокупность всех составных частей изделия с во многом идентичными конструктивными и/или технологическими и организационными требованиями в процессе изготовления составной части (т.г., требуемые методы производства, последовательность технологической обработки, потребность в мощности для каждого рабочего места и поток компонентов) создает основу для установления конкретных классов компонентов и разделения задач.
Совокупность всех составных частей изделия с во многом идентичными конструктивными и/или технологическими и организационными требованиями в процессе изготовления составной части (т.г., требуемые методы производства, последовательность технологической обработки, потребность в мощности для каждого рабочего места и поток компонентов) создает основу для установления конкретных классов компонентов и разделения задач.
Независимо от количества и разнообразия готовой продукции классы компонентов вторичных требований в конечном итоге определяют конкретные профили требований организационных подпроцессов.
Для решения проблем, связанных с задачами классов компонентов, основные процессы приведены в иерархический порядок с возрастающим уровнем детализации.При этом основные процессы анализируются и разделяются на подпроцессы, операции и этапы процесса [4]. Каждый класс компонентов имеет свой собственный профиль требований, который формирует основу для технической специализации и разработки профилей организационных способностей для каждой подобласти производства.
Требования к организационной структуре подпроцессов компонентов в пределах одного и того же класса обычно идентичны. Для классов компонентов с дифференцированными профилями требований должны быть разработаны и организованы различные подпроцессы.Это относится только к тем классам компонентов, которые обеспечивают высокий уровень использования мощности этих подпроцессов. Классы компонентов без собственных подпроцессов должны создаваться внутри подпроцессов, созданных для других классов компонентов. Это приводит к особым требованиям к гибкости и производительности таких подпроцессов.
Пятая характеристика, коэффициент внешней закупки компонентов продукта , выводится из структуры продукта. Эта функция влияет на организационную структуру с точки зрения преемственности и/или гибкости.
Производитель должен решить, какие программные компоненты/модули изготавливаются внутри компании («производить») или приобретаются у третьей стороны («покупка»). Думая в терминах континуума между полюсами «производить» и «покупать», склонность к «производству» приведет к увеличению производства (большего) разнообразия компонентов и сосредоточению внимания на гибкости. Склонность к «купить» уменьшит сложность и «глубину производства», а также разнообразие компонентов. Это дает компании возможность сосредоточиться на основных направлениях деятельности и согласовать свои производственные процессы, чтобы удовлетворить растущие требования к непрерывности за счет сокращения глубины производства.
Склонность к «купить» уменьшит сложность и «глубину производства», а также разнообразие компонентов. Это дает компании возможность сосредоточиться на основных направлениях деятельности и согласовать свои производственные процессы, чтобы удовлетворить растущие требования к непрерывности за счет сокращения глубины производства.
3.2. Профили требований к типам процессов
Все рассмотренные особенности и характеристики характеристик определяют количество и разнообразие вариантов производственных программ [28] и требуют проектирования процессов, которые в конечном счете, если довести их до крайности, приводят к выбору между непрерывность и гибкость . Эффективные производственные решения должны учитывать это в организационной структуре подпроцессов.
Каждая функция имеет различные характеристики.Это раскрывает объем и разнообразие требований к организационному процессу проектирования производственной программы. На основе этих функций и их существенных связей на рис. 3 представлена общая структура профилей требований. Конкретные профили требований могут быть созданы из различных комбинаций характеристик функций.
3 представлена общая структура профилей требований. Конкретные профили требований могут быть созданы из различных комбинаций характеристик функций.
Особенности типов процессов — тип производства, тип размещения заказов и уровень стандартизации продукции — обусловливают требования к организации производства.Как видно из нашей модели, эти характеристики относятся к первичным требованиям (с точки зрения готовой продукции), но их особенно легко идентифицировать через количество, разнообразие вариантов и ориентацию на потребителя.
Структура продукта, а также соотношение внешних закупок компонентов продукта являются признаками, результатом которых являются требования к организации производства, изначально определяемые вторичными требованиями (таким образом, в отношении компонентов и модулей). Затем эти функции указывают на компоненты и их классы компонентов.
Характеристики типов процессов Требования к организации производства направлены на (i) конструктивное и/или технологическое сходство составных частей, (ii) необходимые методы изготовления, (iii) направление производственного потока в связи с технологической последовательностью обработки а также (iv) требуемая мощность и соответствующий коэффициент использования.
Производственные программы (и их требования) с характеристиками обсуждавшихся выше функций в конечном итоге нацелены на организационные решения, центр тяжести которых сосредоточен в непрерывных или гибких производственных условиях.Реализация таких производственных установок должна основываться на организационных принципах и формах, имеющих соответствующие профили возможностей.
3.3. Комбинации признаков и связанные типы процессов
Различные комбинации признаков и характеристик признаков приводят к идентификации теоретически и практически значимых типов процессов. Кроме того, исключение практически нерелевантных или неприемлемых сочетаний имеет решающее значение для формирования типов процессов. На рис. 2 показаны основные механизмы.
Для создания типов процессов используются сочетания признаков, характерных для малых и средних предприятий (МСП). Это основано на выявленных взаимозависимостях выбранных функций. Количество комбинаций () получается из с = количество возможных характеристик на признак и = количество признаков [33].
Свойства и характеристики взяты из исследовательского проекта, в котором приняли участие 60 компаний металлообрабатывающей промышленности Мекленбурга-Передней Померании [34].Соответствующие взаимозависимости Matrix [14] можно увидеть в таблице 1.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
CIP: индивидуальные продукты; CAP SV : стандартные продукты, анонимные для клиентов, с вариантами, специфичными для поставщика; CAP WV : анонимные стандартные продукты без вариантов; ЧЦЗ: продукция, индивидуализированная заказчиком; EPI: внешние закупки незначительны; EPL: внешние закупки в ограниченном масштабе; EPM: в основном внешние закупки; MCP: многокомпонентные сложные изделия; MPP: мелкие детали; MSP: простые изделия, состоящие из нескольких частей; КП: контрактное производство; МиП: смешанное производство; WaP: складское производство; ИП: индивидуальное производство; МП: массовое производство; СП: серийное производство; X: комбинация теоретически значима/практически актуальна. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Чтобы свести воедино большое количество результирующих базовых случаев с типами процессов, подходящими для организационных целей, требуется кластерный анализ. Для кластеризации признаков в номинальном масштабе, определенных, как показано в морфологической рамке (см. рис. 2), иерархический агломеративный подход (метод Уорда) кажется особенно подходящим для этого (см. [14] и приложение 2 в [14]). Этот метод позволяет отфильтровывать однородные, но отличительные группы. Впоследствии такие определенные группы приводят к конкретным требованиям к конфигурации производственной организации.
В результате были выделены четыре типичных варианта комбинации, названные типами процессов [14, 35]. Каждый тип процесса имеет свой профиль требований (см. рис. 4). Другой подход с теми же результатами можно найти в «Аахенеровской PPS-модели» [36].
Исследования, относящиеся к металлообрабатывающей промышленности Мекленбурга-Передней Померании [34], показали, что на малых и средних предприятиях (МСП) преобладает процесс 1 (82% [14]) по сравнению со 2 типом –4 (по 6%).
Морфологический блок показывает, что смещение комбинированных характеристик признаков к правой стороне блока приводит к категоризации от типа процесса 1 к типам процессов 2–4.
3.4. Организация производства и типы процессов
Могут быть получены следующие корреляции между четырьмя типами процессов и организацией производства. (i) Характеристики, которые определяют профиль требований типа процесса 1, относятся к небольшим количествам идентичных продуктов (индивидуальное производство). с большим разнообразием вариантов и индивидуальностью клиента, что должно быть обеспечено очень гибкими производственными процессами.Можно ожидать, что не только использование производственных мощностей сильно варьируется, но и элементы классов компонентов могут нуждаться в разных методах производства в различной технологической последовательности обработки [22, 37–41]. (ii) Особенности, которые определяют профиль требований Тип процесса 2 означает небольшое количество идентичных продуктов (серийное производство) с относительно большим разнообразием вариантов и четкой индивидуализацией клиента. Это должно привести к гибкому дизайну производственного процесса, хотя он может в некоторой степени включать также элементы непрерывного производственного процесса, в то время как уровни загрузки производственных мощностей колеблются.Могут потребоваться различные методы производства вместе с различной технологической последовательностью обработки [22, 37, 42, 43]. производство) с относительно небольшим и анонимным для клиента разнообразием вариантов в основном непрерывного производственного процесса. Загрузка мощностей относительно постоянна. Компоненты внутри классов компонентов регулярно требуют идентичных методов изготовления в одной и той же технологической последовательности обработки, где отдельные рабочие места могут быть опущены (пропущены отдельные рабочие места) [22, 37, 38, 41–43].(iv) Характеристики, которые определяют профиль требований типа процесса 4, представляют собой очень большое количество идентичных продуктов (массовое производство) с небольшим, анонимным для клиента разнообразием вариантов в высоко непрерывном производственном процессе.
Это должно привести к гибкому дизайну производственного процесса, хотя он может в некоторой степени включать также элементы непрерывного производственного процесса, в то время как уровни загрузки производственных мощностей колеблются.Могут потребоваться различные методы производства вместе с различной технологической последовательностью обработки [22, 37, 42, 43]. производство) с относительно небольшим и анонимным для клиента разнообразием вариантов в основном непрерывного производственного процесса. Загрузка мощностей относительно постоянна. Компоненты внутри классов компонентов регулярно требуют идентичных методов изготовления в одной и той же технологической последовательности обработки, где отдельные рабочие места могут быть опущены (пропущены отдельные рабочие места) [22, 37, 38, 41–43].(iv) Характеристики, которые определяют профиль требований типа процесса 4, представляют собой очень большое количество идентичных продуктов (массовое производство) с небольшим, анонимным для клиента разнообразием вариантов в высоко непрерывном производственном процессе. Загрузка мощностей в основном постоянна. Компоненты внутри классов компонентов требуют одинаковых методов изготовления в одной и той же технологической последовательности обработки, проходящей через все рабочие места по мере необходимости (без пропуска отдельных рабочих мест) [22, 37–43].
Загрузка мощностей в основном постоянна. Компоненты внутри классов компонентов требуют одинаковых методов изготовления в одной и той же технологической последовательности обработки, проходящей через все рабочие места по мере необходимости (без пропуска отдельных рабочих мест) [22, 37–43].
Описанное выше влияние типов процессов и организации производства дополнительно проиллюстрировано на рисунке 5.
Положение типов процессов на приведенной выше диаграмме указывает на их требования к организации производства. Далее возникает вопрос: как требования гибкости или непрерывности типов процессов могут быть согласованы с соответствующими потребностями с точки зрения количества и разнообразия вариантов.
Предполагаемые категории последовательностей технологических процессов являются связующим звеном между профилями требований классов компонентов в рамках выбранных типов процессов, с одной стороны, и организацией производства в рамках соответствующих подпроцессов, с другой стороны. Технологическая последовательность обработки ориентирована на задачи и определяет последовательное расположение производственной линии с ее пространственно расположенными рабочими местами и рабочей силой.
Технологическая последовательность обработки ориентирована на задачи и определяет последовательное расположение производственной линии с ее пространственно расположенными рабочими местами и рабочей силой.
Что касается фактора гибкости (видов продукции), то конфигурация различных технологических последовательностей обработки является требованием критической важности. При таком подходе каждая производственная задача (партия продукции или компоненты по классам компонентов) проходит по индивидуальному «курсу» через пространственно расположенные стационарные средства и рабочую силу.Однако единственным решающим и интегративным критерием является не «ход» производственной задачи как таковой, а производственные методы, необходимые для всех производственных задач.
Обращаясь к фактору непрерывности, необходимо создание идентичных технологических последовательностей обработки. Производственные заказы проходят через организованные стационарные средства и рабочую силу по одинаковым «курсам» (независимо от того, нужны ли все стационарные средства вдоль производственной линии в каком-либо одном производственном процессе или нет). Комплексный подход требует объединения одновременной реализации двух критериев: (а) направления производственного потока и (б) методов производства.
Комплексный подход требует объединения одновременной реализации двух критериев: (а) направления производственного потока и (б) методов производства.
В результате этих выводов и проблемы сочетания характерных признаков типов процессов в морфологической рамке (см. рис. 4) считается, что специфические требования к организации производства могут быть определены только после того, как будут определены классы компонентов. определенный. Типы классов компонентов, связанных с процессом, определяются следующими признаками (см. Таблицу 2).
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Это в равной степени относится как к организации основных производственных процессов, так и к организации вспомогательных служб производства.
Это в равной степени относится как к организации основных производственных процессов, так и к организации вспомогательных служб производства.
 Контрактное производство составляет ядро этого вида производства. Цеховой принцип тесно связан с различной технологической последовательностью обработки, что обеспечивает высокую гибкость в отношении типов продукции. (ii) Групповой принцип можно рассматривать как переходную форму или переход от цехового принципа к продуктовому принципу. Активы различных методов производства сосредоточены локально. Конкретное расположение зависит от производственного рабочего процесса для классов компонентов. По сравнению с магазинным принципом можно наблюдать значительное сокращение разнообразия вариантов при увеличении количества идентичных продуктов.Соответствующий тип размещения заказа работает на основе договорных и/или складских настроек производства. Групповой принцип способствует высокой гибкости за счет различных технологических последовательностей обработки. (iii) Серийный принцип характеризуется тем, что все активы, необходимые для производства небольшого ассортимента компонентов, пространственно централизованы и расположены таким образом, что производственные операции, необходимые для всех компонентов, выполняются в идентичной и повторяющейся производственной последовательности.
Контрактное производство составляет ядро этого вида производства. Цеховой принцип тесно связан с различной технологической последовательностью обработки, что обеспечивает высокую гибкость в отношении типов продукции. (ii) Групповой принцип можно рассматривать как переходную форму или переход от цехового принципа к продуктовому принципу. Активы различных методов производства сосредоточены локально. Конкретное расположение зависит от производственного рабочего процесса для классов компонентов. По сравнению с магазинным принципом можно наблюдать значительное сокращение разнообразия вариантов при увеличении количества идентичных продуктов.Соответствующий тип размещения заказа работает на основе договорных и/или складских настроек производства. Групповой принцип способствует высокой гибкости за счет различных технологических последовательностей обработки. (iii) Серийный принцип характеризуется тем, что все активы, необходимые для производства небольшого ассортимента компонентов, пространственно централизованы и расположены таким образом, что производственные операции, необходимые для всех компонентов, выполняются в идентичной и повторяющейся производственной последовательности. Применение этого принципа предопределено для стандартных продуктов без вариантов, соответственно, для конкретных поставщиков вариантов продукта, которые классифицируются как несколько простых или несколько сложных продуктов. Такие продукты производятся в больших количествах путем типового или массового производства. Тип размещения заказов тяготеет к складскому производству с существенным закупом комплектующих на стороне. Профиль потребности тесно связан с идентичной технологической последовательностью обработки производственных задач, которые могут выполняться с пропуском рабочих мест или без него.Высокая степень непрерывности имеет приоритет перед явной гибкостью. (iv) Принцип единого пользователя обеспечивает высокую непрерывность, а также отличную гибкость. Его ограничение заключается в технической возможности интеграции различных методов производства на одной рабочей станции. В зависимости от вариантов интеграции возможных способов изготовления может применяться как одинаковая, так и/или различающаяся последовательность технологических процессов.
Применение этого принципа предопределено для стандартных продуктов без вариантов, соответственно, для конкретных поставщиков вариантов продукта, которые классифицируются как несколько простых или несколько сложных продуктов. Такие продукты производятся в больших количествах путем типового или массового производства. Тип размещения заказов тяготеет к складскому производству с существенным закупом комплектующих на стороне. Профиль потребности тесно связан с идентичной технологической последовательностью обработки производственных задач, которые могут выполняться с пропуском рабочих мест или без него.Высокая степень непрерывности имеет приоритет перед явной гибкостью. (iv) Принцип единого пользователя обеспечивает высокую непрерывность, а также отличную гибкость. Его ограничение заключается в технической возможности интеграции различных методов производства на одной рабочей станции. В зависимости от вариантов интеграции возможных способов изготовления может применяться как одинаковая, так и/или различающаяся последовательность технологических процессов.
 Каждый лот имеет свой определенный маршрут через настройку рабочих станций организационной единицы. Направление производственного потока каждой партии отличается. Эта процедура соответствует потребности в гибкости типов продуктов. Благодаря перемещению полных партий по производственной линии количество отдельных операций транспортировки между рабочими станциями сокращается.Протяженность транспортных маршрутов, естественно, зависит от пространственного организационного принципа, в котором реализуются варианты прохождения компонентов: При цеховом принципе необходимы более длинные маршруты. В отличие от этого, более короткие маршруты возможны, если применяется групповой принцип. Задержки производственного процесса компонентов, прошедших одну рабочую станцию, могут возникать (времени простоя) до тех пор, пока следующая рабочая станция не будет готова принять компонент, соответственно, пока не будет запущен транспорт.Обработка компонентов на каждом рабочем месте осуществляется без перерыва.
Каждый лот имеет свой определенный маршрут через настройку рабочих станций организационной единицы. Направление производственного потока каждой партии отличается. Эта процедура соответствует потребности в гибкости типов продуктов. Благодаря перемещению полных партий по производственной линии количество отдельных операций транспортировки между рабочими станциями сокращается.Протяженность транспортных маршрутов, естественно, зависит от пространственного организационного принципа, в котором реализуются варианты прохождения компонентов: При цеховом принципе необходимы более длинные маршруты. В отличие от этого, более короткие маршруты возможны, если применяется групповой принцип. Задержки производственного процесса компонентов, прошедших одну рабочую станцию, могут возникать (времени простоя) до тех пор, пока следующая рабочая станция не будет готова принять компонент, соответственно, пока не будет запущен транспорт.Обработка компонентов на каждом рабочем месте осуществляется без перерыва. Последовательная последовательность, цеховой и групповой принципы тесно связаны и демонстрируют взаимозависимость. (ii) В параллельных последовательностях обычно отдельные компоненты производственной партии проходят через конфигурацию производственной линии, которая по сравнению с последовательной последовательностью сокращает продолжительность технологического процесса. цикл (и, следовательно, ожидаемое время работы). Конструкция компонентов продукта как таковая и технологическая последовательность компонентов продукта конкретной партии остаются идентичными.Отдельные компоненты продукта находятся в одних и тех же готовых продуктах, и они производятся в больших количествах. Обычно можно предположить складское производство. Технологическая последовательность обработки и направление производственного потока одинаковы для всех компонентов одной партии. При этом параллельная последовательность особенно удовлетворяет требованию непрерывности процесса. Если достижимо, по крайней мере, приблизительно одинаковое время обработки на рабочую станцию, могут быть реализованы отдельные операции транспортировки компонентов каждой партии.
Последовательная последовательность, цеховой и групповой принципы тесно связаны и демонстрируют взаимозависимость. (ii) В параллельных последовательностях обычно отдельные компоненты производственной партии проходят через конфигурацию производственной линии, которая по сравнению с последовательной последовательностью сокращает продолжительность технологического процесса. цикл (и, следовательно, ожидаемое время работы). Конструкция компонентов продукта как таковая и технологическая последовательность компонентов продукта конкретной партии остаются идентичными.Отдельные компоненты продукта находятся в одних и тех же готовых продуктах, и они производятся в больших количествах. Обычно можно предположить складское производство. Технологическая последовательность обработки и направление производственного потока одинаковы для всех компонентов одной партии. При этом параллельная последовательность особенно удовлетворяет требованию непрерывности процесса. Если достижимо, по крайней мере, приблизительно одинаковое время обработки на рабочую станцию, могут быть реализованы отдельные операции транспортировки компонентов каждой партии. Если время обработки на рабочих станциях различается, компоненты продукта в основном должны перемещаться дальше по конфигурации производственной линии в подпартиях. Расхождение продолжительности обработки по отношению к последовательным рабочим циклам может привести к сбоям в производстве (простои и время ожидания). Параллельная прогрессия и последовательный принцип тесно связаны и демонстрируют взаимозависимость. (iii) Комбинированные прогрессии (также называемые «гибридными конфигурациями» [49]) состоят из элементов последовательного и параллельного прогрессирования.Их можно использовать для аналогичных конфигураций, как параллельную последовательность. Допущение планирования состоит в том, что продолжительность обработки существенно различается. Поэтому транспортировка компонентов продукта осуществляется транспортными партиями разного размера. Одинаковая технологическая последовательность обработки предпочтительна в таких конфигурациях, так как позволяет пропускать рабочие места (ненужные для конкретной партии).
Если время обработки на рабочих станциях различается, компоненты продукта в основном должны перемещаться дальше по конфигурации производственной линии в подпартиях. Расхождение продолжительности обработки по отношению к последовательным рабочим циклам может привести к сбоям в производстве (простои и время ожидания). Параллельная прогрессия и последовательный принцип тесно связаны и демонстрируют взаимозависимость. (iii) Комбинированные прогрессии (также называемые «гибридными конфигурациями» [49]) состоят из элементов последовательного и параллельного прогрессирования.Их можно использовать для аналогичных конфигураций, как параллельную последовательность. Допущение планирования состоит в том, что продолжительность обработки существенно различается. Поэтому транспортировка компонентов продукта осуществляется транспортными партиями разного размера. Одинаковая технологическая последовательность обработки предпочтительна в таких конфигурациях, так как позволяет пропускать рабочие места (ненужные для конкретной партии). Можно избежать простоев и времени ожидания на рабочих местах, но простои неизбежны. Комбинированные прогрессии тесно связаны и взаимосвязаны с серийным принципом.(iv) Принцип без передачи компонентов связан с принципом единого пользователя. Любой тип производственного компонента может быть обработан по этому принципу, если соответствующим образом обеспечена техническая возможность и интегрированные методы производства. Любой тип компонента продукта может быть обработан по этому принципу.
Можно избежать простоев и времени ожидания на рабочих местах, но простои неизбежны. Комбинированные прогрессии тесно связаны и взаимосвязаны с серийным принципом.(iv) Принцип без передачи компонентов связан с принципом единого пользователя. Любой тип производственного компонента может быть обработан по этому принципу, если соответствующим образом обеспечена техническая возможность и интегрированные методы производства. Любой тип компонента продукта может быть обработан по этому принципу.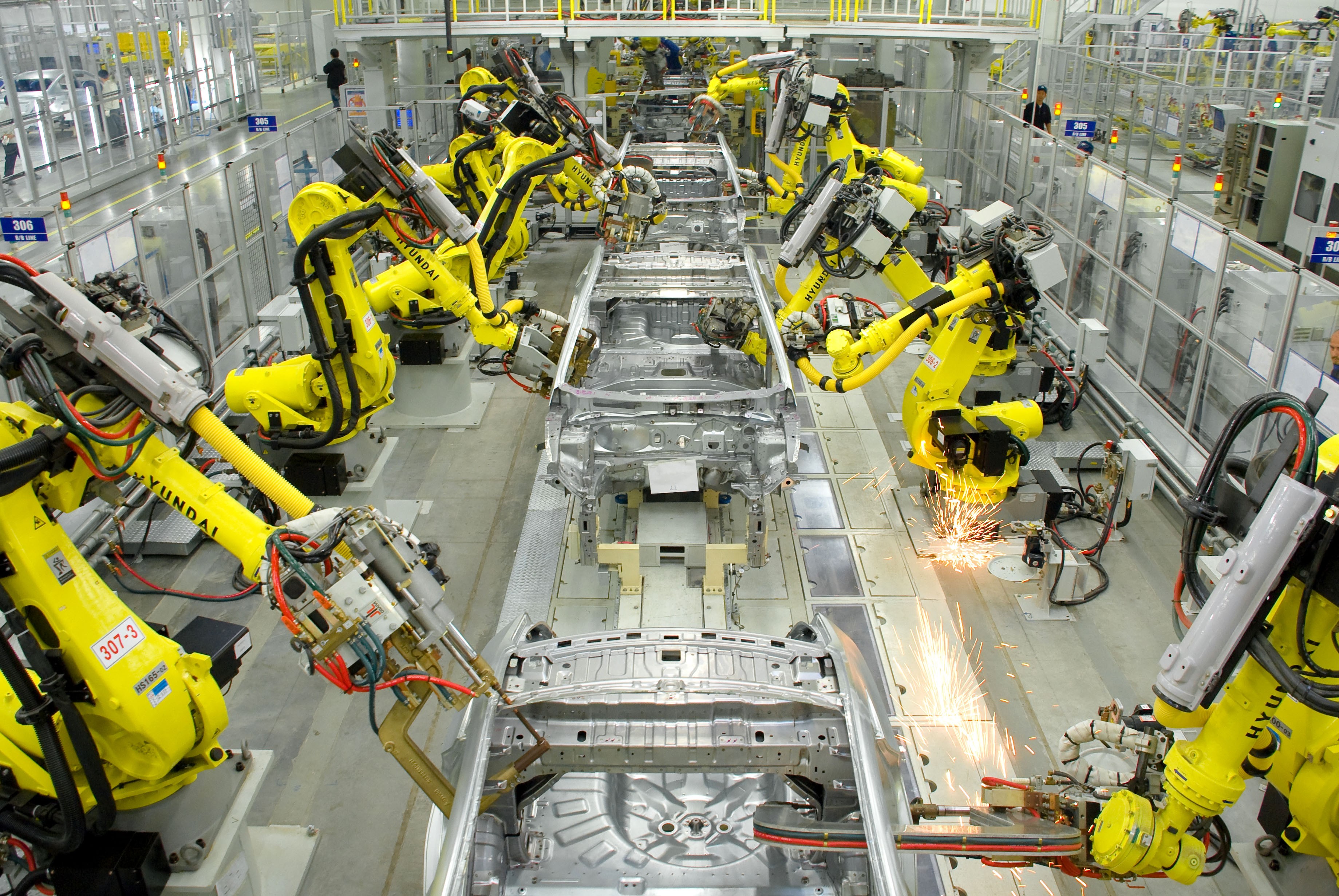 По сравнению с первичными организационными формами ожидается, что они реализуют значительно худшие экономические результаты.
По сравнению с первичными организационными формами ожидается, что они реализуют значительно худшие экономические результаты. Для дальнейшей поддержки выбора технических организационных принципов для предполагаемой организационной структуры необходимо сопоставить три дополнительные функции процесса с вышеупомянутыми пятью. Этими тремя характеристиками являются (i) уровни квалификации работников; (ii) степень автоматизации производственных процессов [50]; (iii) степень специализации активов [24].
Для дальнейшей поддержки выбора технических организационных принципов для предполагаемой организационной структуры необходимо сопоставить три дополнительные функции процесса с вышеупомянутыми пятью. Этими тремя характеристиками являются (i) уровни квалификации работников; (ii) степень автоматизации производственных процессов [50]; (iii) степень специализации активов [24]. Такая рабочая сила должна выполнять только ограниченное количество определенных рабочих операций в, по крайней мере, частично или даже полностью автоматизированных производственных процессах.
Такая рабочая сила должна выполнять только ограниченное количество определенных рабочих операций в, по крайней мере, частично или даже полностью автоматизированных производственных процессах. Современные организационные формы, управляемые технологиями, способны смягчить конфликт между непрерывностью и гибкостью.
Современные организационные формы, управляемые технологиями, способны смягчить конфликт между непрерывностью и гибкостью.
 Непрерывность производственных процессов обычно приводит к повышению уровня специализированной механизации/автоматизации производственных систем. Чрезвычайно высокий уровень гибкости приводит к низкому уровню согласованности и наоборот .Комбинированные организационные решения, содержащие значительные компоненты гибкости и преемственности в одном контексте, приведут к ситуации, когда оба этих параметра будут далеки от возможного оптимума. Современные адаптированные организационные формы выигрывают от конкретного выбора технических организационных принципов, что оптимизирует гибкость и непрерывность процесса в соответствии с конкретными стратегическими, техническими и операционными требованиями.
Непрерывность производственных процессов обычно приводит к повышению уровня специализированной механизации/автоматизации производственных систем. Чрезвычайно высокий уровень гибкости приводит к низкому уровню согласованности и наоборот .Комбинированные организационные решения, содержащие значительные компоненты гибкости и преемственности в одном контексте, приведут к ситуации, когда оба этих параметра будут далеки от возможного оптимума. Современные адаптированные организационные формы выигрывают от конкретного выбора технических организационных принципов, что оптимизирует гибкость и непрерывность процесса в соответствии с конкретными стратегическими, техническими и операционными требованиями. Специализированное производство отдельных объектов и цеховое производство составляют основу современных организационных форм «непрерывное цеховое производство» и «гибкие производственные системы», отличающиеся высокой гибкостью, но ограниченностью в отношении непрерывности. Гибкие непрерывные производственные линии (FCPL), которые особенно ориентированы на гибкость количества и меньше ориентированы на гибкость типа продукта, имеют свою сильную сторону в непрерывности. Неэластичные непрерывные производственные линии (ICPL) имеют наивысшую степень непрерывности с небольшой количественной гибкостью и незначительной гибкостью в отношении типов продукции (см. рис. 9).
Специализированное производство отдельных объектов и цеховое производство составляют основу современных организационных форм «непрерывное цеховое производство» и «гибкие производственные системы», отличающиеся высокой гибкостью, но ограниченностью в отношении непрерывности. Гибкие непрерывные производственные линии (FCPL), которые особенно ориентированы на гибкость количества и меньше ориентированы на гибкость типа продукта, имеют свою сильную сторону в непрерывности. Неэластичные непрерывные производственные линии (ICPL) имеют наивысшую степень непрерывности с небольшой количественной гибкостью и незначительной гибкостью в отношении типов продукции (см. рис. 9). Только это позволяет более дифференцированно подходить к оптимальным организационным решениям и их последующему практическому применению с точки зрения необходимых технических и программных средств для обеспечения эффективных и рациональных производственных мощностей и гибкости (например,г., [58]). В равной степени разработка «Гибких производственных систем» (FMS), [59], «Реконфигурируемых производственных систем» (RMS) [20, 60, 61] и гибких производственных систем (AMS) [62] или других вариаций таких систем ( например, «Системы сотового производства» (CMS), [63]) должны быть основаны и основаны на определенных основных организационных принципах с самого начала.
Только это позволяет более дифференцированно подходить к оптимальным организационным решениям и их последующему практическому применению с точки зрения необходимых технических и программных средств для обеспечения эффективных и рациональных производственных мощностей и гибкости (например,г., [58]). В равной степени разработка «Гибких производственных систем» (FMS), [59], «Реконфигурируемых производственных систем» (RMS) [20, 60, 61] и гибких производственных систем (AMS) [62] или других вариаций таких систем ( например, «Системы сотового производства» (CMS), [63]) должны быть основаны и основаны на определенных основных организационных принципах с самого начала. Дополнительную информацию о службах можно найти в [64–73]. Дополнительную информацию, относящуюся к промышленным услугам , можно получить из источников [74–90].
Дополнительную информацию о службах можно найти в [64–73]. Дополнительную информацию, относящуюся к промышленным услугам , можно получить из источников [74–90].
 Он косвенно способствует добавленной стоимости основных производственных процессов, для которых он является необходимым предварительным условием (как также утверждали Читтратанават и Ноубл [97], хотя и с другой целью).Организация внутреннего транспорта является двоякой службой обеспечения производства — как с организационной точки зрения, так и с транспортной точки зрения как таковой. Он включает в себя проектирование пространственных и временных организационных принципов и организационных форм внутреннего транспорта, которые имеют место в организационных формах основных производственных процессов, включая перемещения на склад временного хранения и обратно. В нашей модели управление материальными потоками и логистика служат поставщиком таких услуг по поддержке производства.Спрос на такие услуги определяется владельцем процесса или внутренним заказчиком. В этом контексте рабочий элемент (компонент, модуль или материал) можно рассматривать как внешний фактор.
Он косвенно способствует добавленной стоимости основных производственных процессов, для которых он является необходимым предварительным условием (как также утверждали Читтратанават и Ноубл [97], хотя и с другой целью).Организация внутреннего транспорта является двоякой службой обеспечения производства — как с организационной точки зрения, так и с транспортной точки зрения как таковой. Он включает в себя проектирование пространственных и временных организационных принципов и организационных форм внутреннего транспорта, которые имеют место в организационных формах основных производственных процессов, включая перемещения на склад временного хранения и обратно. В нашей модели управление материальными потоками и логистика служат поставщиком таких услуг по поддержке производства.Спрос на такие услуги определяется владельцем процесса или внутренним заказчиком. В этом контексте рабочий элемент (компонент, модуль или материал) можно рассматривать как внешний фактор. Как указывалось ранее, организационные формы внутреннего транспорта, а также классические организационные формы производства комплектующих должны основываться на пространственных и временных организационных принципах. Их различные комбинации выявляют различные организационные варианты, требующие дальнейшего изучения.
Как указывалось ранее, организационные формы внутреннего транспорта, а также классические организационные формы производства комплектующих должны основываться на пространственных и временных организационных принципах. Их различные комбинации выявляют различные организационные варианты, требующие дальнейшего изучения. Необходимо установить определенные маршрутные соединения между точками доставки. При различных маршрутах точки доставки проходятся по индивидуальному проекту транспортных процессов в различной последовательности. Необходимо установить гибкие маршрутные соединения между пунктами доставки [23]. Несмотря на то, что комбинации возможных вариантов маршрутов и точек доставки приводят к четырем потенциальным взаимосвязям принципов пространственной связи для внутреннего транспорта, остаются только три принципа пространственной связи, поскольку по логике группирование различных маршрутов и фиксированных точек доставки не имеет значения.
Необходимо установить определенные маршрутные соединения между точками доставки. При различных маршрутах точки доставки проходятся по индивидуальному проекту транспортных процессов в различной последовательности. Необходимо установить гибкие маршрутные соединения между пунктами доставки [23]. Несмотря на то, что комбинации возможных вариантов маршрутов и точек доставки приводят к четырем потенциальным взаимосвязям принципов пространственной связи для внутреннего транспорта, остаются только три принципа пространственной связи, поскольку по логике группирование различных маршрутов и фиксированных точек доставки не имеет значения. (i) Принцип ненаправленного пространственного транспорта (NTP) применяется, когда производственные задачи включают в себя различные точки доставки (рабочие станции) в конкретной задаче и различную маршрутизацию без общего направления маршрутизации. Как правило, на производственной площадке имеется ограниченное количество точек доставки по заданному транспортному маршруту. Это типично для разнородных производственных программ. (ii) Принцип переменной пространственной транспортировки (VTP) направлений применяется в условиях, когда производственные задачи выполняются вдоль фиксированных точек доставки транспортной системы, но с изменяющимся маршрутом, как диктуется соответствующий отдельный этап производства и без общего направления маршрутизации.Как правило, точки доставки транспортной системы располагаются на производственной площадке и вдоль конкретных транспортных путей выполнения производственных задач. (iii) Объектные специализированные пространственно-организационные принципы изготовления компонентов основаны на однородных производственных программах с большим количеством идентичных продуктов.
(i) Принцип ненаправленного пространственного транспорта (NTP) применяется, когда производственные задачи включают в себя различные точки доставки (рабочие станции) в конкретной задаче и различную маршрутизацию без общего направления маршрутизации. Как правило, на производственной площадке имеется ограниченное количество точек доставки по заданному транспортному маршруту. Это типично для разнородных производственных программ. (ii) Принцип переменной пространственной транспортировки (VTP) направлений применяется в условиях, когда производственные задачи выполняются вдоль фиксированных точек доставки транспортной системы, но с изменяющимся маршрутом, как диктуется соответствующий отдельный этап производства и без общего направления маршрутизации.Как правило, точки доставки транспортной системы располагаются на производственной площадке и вдоль конкретных транспортных путей выполнения производственных задач. (iii) Объектные специализированные пространственно-организационные принципы изготовления компонентов основаны на однородных производственных программах с большим количеством идентичных продуктов. Такие условия предопределены также для применения прямых (DTP) и связанных транспортных принципов (CTP) . Обычно одинаковая технологическая последовательность обработки без пропуска рабочих мест происходит при каскадном транспортном принципе.При применении принципа прямого транспорта возможны разные времена обработки и идентичные технологические последовательности обработки. Однако пропуск рабочих станций остается возможным.
Такие условия предопределены также для применения прямых (DTP) и связанных транспортных принципов (CTP) . Обычно одинаковая технологическая последовательность обработки без пропуска рабочих мест происходит при каскадном транспортном принципе.При применении принципа прямого транспорта возможны разные времена обработки и идентичные технологические последовательности обработки. Однако пропуск рабочих станций остается возможным.
 Организационные формы внутреннего транспорта, в зависимости от их соответствующих пространственных и временных структур, имеют различные потенциалы непрерывности и гибкости (см. рис. 12).
Организационные формы внутреннего транспорта, в зависимости от их соответствующих пространственных и временных структур, имеют различные потенциалы непрерывности и гибкости (см. рис. 12). Этот теоретический подход будет исследован для взаимодействия организации производства компонентов и внутреннего транспорта (принимая во внимание тот факт, что он охватывает лишь ограниченный диапазон всех операционных вариантов и их комбинаций).
Этот теоретический подход будет исследован для взаимодействия организации производства компонентов и внутреннего транспорта (принимая во внимание тот факт, что он охватывает лишь ограниченный диапазон всех операционных вариантов и их комбинаций).
 Все это приводит к характерным типичным руководящим принципам: (i) гибкость за счет специализации процедур; (ii) гибкость за счет специализации объектов; (iii) преемственность за счет специализации объектов; (iv) отчетливая преемственность за счет специализации объектов.
Все это приводит к характерным типичным руководящим принципам: (i) гибкость за счет специализации процедур; (ii) гибкость за счет специализации объектов; (iii) преемственность за счет специализации объектов; (iv) отчетливая преемственность за счет специализации объектов. Атрибуция современных организационных форм в алгоритме (см. рис. 13(б)) следует этому принципу.
Атрибуция современных организационных форм в алгоритме (см. рис. 13(б)) следует этому принципу. Можно также сделать вывод, что временные организационные принципы производства комплектующих и внутреннего транспорта в данном контексте идентичны и могут в равной степени применяться в организационных целях.
Можно также сделать вывод, что временные организационные принципы производства комплектующих и внутреннего транспорта в данном контексте идентичны и могут в равной степени применяться в организационных целях.
 Он также отображает варианты комбинации организации производства компонентов и внутреннего транспорта, каждый со своими профилями возможностей и их конкретной релевантностью для соответствующего типа процесса.
Он также отображает варианты комбинации организации производства компонентов и внутреннего транспорта, каждый со своими профилями возможностей и их конкретной релевантностью для соответствующего типа процесса. Рисунок 16 иллюстрирует взаимозависимость в графической форме.
Рисунок 16 иллюстрирует взаимозависимость в графической форме.
 [108] В этой статье особое внимание уделяется процессам организации производства, и считается, что даже на этом микроуровне, по сравнению с Шрейёггом и Сюдовым, некоторые фундаментальные мысли, которые они изложили, резонируют с тем, что наши организационные структуры способны обеспечить. .
[108] В этой статье особое внимание уделяется процессам организации производства, и считается, что даже на этом микроуровне, по сравнению с Шрейёггом и Сюдовым, некоторые фундаментальные мысли, которые они изложили, резонируют с тем, что наши организационные структуры способны обеспечить. . Затем диагностируется, способны ли существующие подпроцессы и соответствующие им организационные решения эффективно поддерживать изменяющиеся производственные программы и вытекающие из них новые требования к организации производства.
Затем диагностируется, способны ли существующие подпроцессы и соответствующие им организационные решения эффективно поддерживать изменяющиеся производственные программы и вытекающие из них новые требования к организации производства.


 Наши результаты показывают, что дальнейший прогресс в проектировании производственных систем любой природы может выиграть от знаний, связанных с этапом 1. Мы подробно рассмотрели самые основы производственных подпроцессов изготовления компонентов (как часть основных производственных процессов) и внутреннего транспорта (как часть основных производственных процессов). службы поддержки производства) с соответствующими профилями требований и четырьмя коррелирующими типами производственных процессов. Когда требования к производственным процессам изменяются, организационные пробелы в ответ на такие изменения в производственных требованиях системно закрываются соответствующими профилями организационных способностей, которые основаны на дополнительных категоризированных организационных принципах (например,например, пространственное, временное и техническое) и формы (например, классические, современные, первичные и производные). Есть три направления, в которых изложенное может развиваться дальше и/или требуются дополнительные исследования.
Наши результаты показывают, что дальнейший прогресс в проектировании производственных систем любой природы может выиграть от знаний, связанных с этапом 1. Мы подробно рассмотрели самые основы производственных подпроцессов изготовления компонентов (как часть основных производственных процессов) и внутреннего транспорта (как часть основных производственных процессов). службы поддержки производства) с соответствующими профилями требований и четырьмя коррелирующими типами производственных процессов. Когда требования к производственным процессам изменяются, организационные пробелы в ответ на такие изменения в производственных требованиях системно закрываются соответствующими профилями организационных способностей, которые основаны на дополнительных категоризированных организационных принципах (например,например, пространственное, временное и техническое) и формы (например, классические, современные, первичные и производные). Есть три направления, в которых изложенное может развиваться дальше и/или требуются дополнительные исследования.
 г., DMS, FMS, CMS и т. д.).
г., DMS, FMS, CMS и т. д.). Потенциальные организационные варианты и их применимость дополнительно анализируются в свете требований производственных программ и их соответствующего производственного процесса/организации. Сложная многоуровневая модель организационного согласования (см. рис. 16) объединяет посредством того, что мы называем «организационным согласованием», все взаимозависимости и корреляции между типами процессов, связанными с организационными принципами/формами, предопределенными требованиями, и показывает результирующие (теоретически) оптимизированные организационные решения.
Потенциальные организационные варианты и их применимость дополнительно анализируются в свете требований производственных программ и их соответствующего производственного процесса/организации. Сложная многоуровневая модель организационного согласования (см. рис. 16) объединяет посредством того, что мы называем «организационным согласованием», все взаимозависимости и корреляции между типами процессов, связанными с организационными принципами/формами, предопределенными требованиями, и показывает результирующие (теоретически) оптимизированные организационные решения.

 Этот актив должен быть признан, оценен и, в конечном счете, должным образом управляться. Верна старая аксиома: «нельзя управлять тем, что не измеряешь».
Этот актив должен быть признан, оценен и, в конечном счете, должным образом управляться. Верна старая аксиома: «нельзя управлять тем, что не измеряешь». Как вы реагируете, когда вы ничего не обнимаете?
Как вы реагируете, когда вы ничего не обнимаете? Для построения этой стратегии необходимо предпринять как минимум три шага:
Для построения этой стратегии необходимо предпринять как минимум три шага:


 Перспективные производители, стремящиеся выделиться, уже интегрируют многие из этих лучших практик в свою стратегию управления данными о продуктах.Не позволяйте спорам с данными сдерживать ваш бизнес. Действуйте сейчас, чтобы оставить эти беды позади.
Перспективные производители, стремящиеся выделиться, уже интегрируют многие из этих лучших практик в свою стратегию управления данными о продуктах.Не позволяйте спорам с данными сдерживать ваш бизнес. Действуйте сейчас, чтобы оставить эти беды позади.

 ( Совет для профессионалов : поместите записывающее устройство на носок на стол или парту рядом с компьютером или ноутбуком, чтобы поглотить резкие звуки.)
( Совет для профессионалов : поместите записывающее устройство на носок на стол или парту рядом с компьютером или ноутбуком, чтобы поглотить резкие звуки.)


 У вас также должен быть список оборудования, необходимого для каждого аспекта производства.
У вас также должен быть список оборудования, необходимого для каждого аспекта производства. Если возможно, проконсультируйтесь с режиссером по свету, знакомым с видеопроизводством.
Если возможно, проконсультируйтесь с режиссером по свету, знакомым с видеопроизводством. Спросите владельца или менеджера вашего заведения, есть ли другие потребности в электричестве, о которых вы должны знать.
Спросите владельца или менеджера вашего заведения, есть ли другие потребности в электричестве, о которых вы должны знать. Склад должен считаться основой вашего бизнеса.Если вы в настоящее время управляете неорганизованным складом и вам нужна помощь в определении приоритетов ваших следующих шагов, вы попали в нужное место. Я предлагаю начать с небольших изменений, потому что уверяю вас, вы увидите большое влияние с немедленной отдачей. Итак, с чего начать свой путь организации склада?
Склад должен считаться основой вашего бизнеса.Если вы в настоящее время управляете неорганизованным складом и вам нужна помощь в определении приоритетов ваших следующих шагов, вы попали в нужное место. Я предлагаю начать с небольших изменений, потому что уверяю вас, вы увидите большое влияние с немедленной отдачей. Итак, с чего начать свой путь организации склада? Организация пространства не должна начинаться с чистого листа. Это просто означает, что вы можете оптимизировать некоторые из ваших текущих процессов, чтобы помочь вам и вашим сотрудникам выполнять повседневные задачи более эффективно.
Организация пространства не должна начинаться с чистого листа. Это просто означает, что вы можете оптимизировать некоторые из ваших текущих процессов, чтобы помочь вам и вашим сотрудникам выполнять повседневные задачи более эффективно. После того, как заказы собраны, они упаковываются и отправляются на доставку.
После того, как заказы собраны, они упаковываются и отправляются на доставку. Это может быть особенно полезно для новых сотрудников или на предприятиях, где часто используется временный труд.
Это может быть особенно полезно для новых сотрудников или на предприятиях, где часто используется временный труд. Используя простую математику, умножьте высоту x ширину x глубину = объем хранилища в кубических футах.
Используя простую математику, умножьте высоту x ширину x глубину = объем хранилища в кубических футах. Профилирование ваших складских единиц или SKU должно поддерживаться данными.Проведите инвентаризацию того, что в настоящее время находится на вашем складе (размер, форма, количество), а также частоту его перемещения или частоту комплектования. Это поможет вам организовать свой инвентарь по категориям: A, B, C и D, также известные как ваши быстрые (A), средние (B), медленные (C) и очень медленные (D) движения. После того, как это будет нанесено на график (см. ниже), сопоставьте задокументированную скорость SKU с количеством времени, которое требуется для выбора этих предметов, это скажет вам, сколько стоит выбрать ваш инвентарь.
Профилирование ваших складских единиц или SKU должно поддерживаться данными.Проведите инвентаризацию того, что в настоящее время находится на вашем складе (размер, форма, количество), а также частоту его перемещения или частоту комплектования. Это поможет вам организовать свой инвентарь по категориям: A, B, C и D, также известные как ваши быстрые (A), средние (B), медленные (C) и очень медленные (D) движения. После того, как это будет нанесено на график (см. ниже), сопоставьте задокументированную скорость SKU с количеством времени, которое требуется для выбора этих предметов, это скажет вам, сколько стоит выбрать ваш инвентарь. 
 Слотинг не может быть выполнен без данных. Чтобы повысить производительность подбора сотрудников, сначала разместите свой инвентарь по скорости. Поскольку вы уже классифицировали свой инвентарь, вы знаете, каковы ваши быстрые и средние движения (движения A и B) по сравнению с вашими медленными и очень медленными движениями (движения C и D). Разместите своих быстрых и средних движителей в области или зоне с самым легким доступом. Ваши медленные и очень медленные грузчики могут найти свое место, например, подальше от зоны отгрузки, без снижения производительности.Ваши сотрудники будут вам благодарны, если вы уменьшите их пешую дистанцию от быстрых и средних перевозчиков до зоны отгрузки.
Слотинг не может быть выполнен без данных. Чтобы повысить производительность подбора сотрудников, сначала разместите свой инвентарь по скорости. Поскольку вы уже классифицировали свой инвентарь, вы знаете, каковы ваши быстрые и средние движения (движения A и B) по сравнению с вашими медленными и очень медленными движениями (движения C и D). Разместите своих быстрых и средних движителей в области или зоне с самым легким доступом. Ваши медленные и очень медленные грузчики могут найти свое место, например, подальше от зоны отгрузки, без снижения производительности.Ваши сотрудники будут вам благодарны, если вы уменьшите их пешую дистанцию от быстрых и средних перевозчиков до зоны отгрузки.



 Это также предотвратит повреждение вашего инвентаря или возможную потерю продукта.
Это также предотвратит повреждение вашего инвентаря или возможную потерю продукта.

Добавить комментарий
Комментарий добавить легко